



























.psd/jcr:content/renditions/cq5dam.thumbnail.319.319.png)




Detecting Reflective Food Packaging on a Conveyor

Application: Confirm presence of packaging on granola bars
Challenges: Reflective material can be difficult to detect accurately
Solution: Banner Engineering's QS18 series sensor
Benefits: Recognizes reflective material
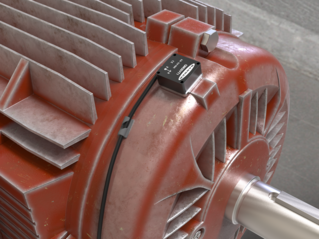
A food processor requires the presence verification of granola bars wrapped in reflective Mylar on a conveyor belt prior to final packaging/boxing.
Reflective packages are typically difficult for traditional photoelectric sensors to detect. The reflective nature of the packaging inherently interferes with the sensor.
Description
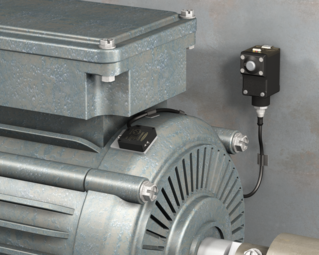
A QS18 in Foreground Suppression mode is mounted above the conveyor surface (30-200 mm sensing range). Using the conveyor as a "background," the sensor is able to detect objects passing by that may otherwise elude detection due to the reflective nature of the packaging.
In addition, ambient noise created by fluorescent lighting or other sensors in close proximity to the QS18AF is less of a factor with improved "crosstalk" immunity.
Featured Products

QS18 Series All Purpose Photoelectric Sensor
All purpose photoelectric sensor with universal housing design and 18 mm threaded barrel is an ideal replacement for hundreds of other sensor styles.