
Photoelectric Sensors
Photoelectric sensors, or photo eyes, emit a beam of light that detects the presence or absence of items and equipment or changes in surface conditions.
| Series Image | Series Name | Opposed Range (m) | Non-polarized Retroreflective Range (m) | Polarized Retroreflective Range (m) | Laser Polarized Retroreflective Range (m) | Diffuse Range (mm) | Fixed-Field Range (mm) | Adjustable-Field Range (mm) | Type of Emitter | Housing Material | IP Rating | Response Time (μs) | Operating Temperature | IO-Link | Clear Object Detection |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
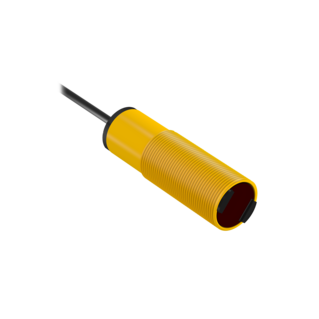
Series Image  |
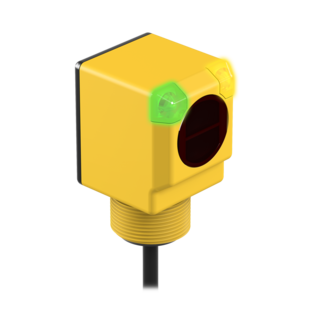
Series Name QS18 | Opposed Range (m) 20 | Non-polarized Retroreflective Range (m) 6.5 | Polarized Retroreflective Range (m) 3.5 | Laser Polarized Retroreflective Range (m) 10 | Diffuse Range (mm) 600 | Fixed-Field Range (mm) 200 | Adjustable-Field Range (mm) 350 | Type of Emitter LED and Laser | Housing Material Plastic | IP Rating IP67 | Response Time (μs) 600–800 | Operating Temperature -20 to +70 °C | IO-Link ✅ YES | Clear Object Detection ✅ YES |
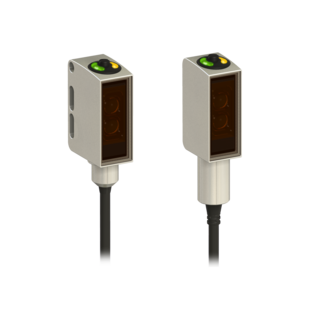
Series Image  |
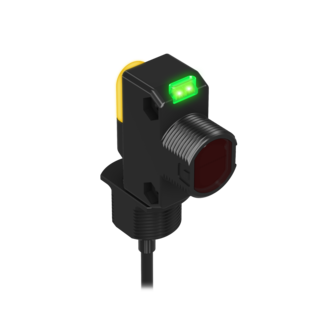
Series Name Q20 | Opposed Range (m) 20 | Non-polarized Retroreflective Range (m) 6 | Polarized Retroreflective Range (m) 4 | Laser Polarized Retroreflective Range (m) — | Diffuse Range (mm) 1500 | Fixed-Field Range (mm) 150 | Adjustable-Field Range (mm) 400 | Type of Emitter LED | Housing Material Plastic | IP Rating IP67 | Response Time (μs) 850–1000 | Operating Temperature -20 to +60 °C | IO-Link ✅ YES | Clear Object Detection 🚫 NO |
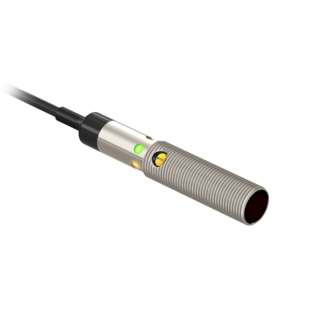
Series Image  |
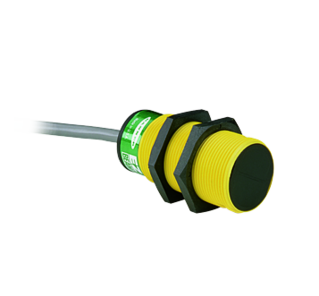
Series Name QS30 | Opposed Range (m) 60 | Non-polarized Retroreflective Range (m) 12 | Polarized Retroreflective Range (m) 8 | Laser Polarized Retroreflective Range (m) 18 | Diffuse Range (mm) 1400 | Fixed-Field Range (mm) 600 | Adjustable-Field Range (mm) 600 | Type of Emitter LED and Laser | Housing Material Plastic | IP Rating IP67 | Response Time (μs) 2000–5000 | Operating Temperature -20 to +70 °C | IO-Link 🚫 NO | Clear Object Detection ✅ YES |
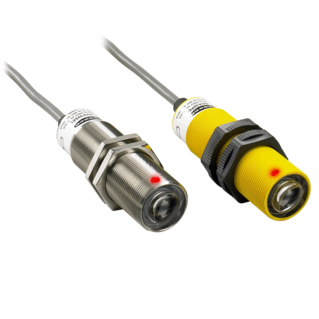
Series Image  |
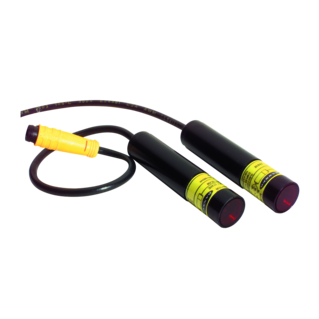
Series Name T18-2 | Opposed Range (m) 25 | Non-polarized Retroreflective Range (m) — | Polarized Retroreflective Range (m) 6 | Laser Polarized Retroreflective Range (m) — | Diffuse Range (mm) 750 | Fixed-Field Range (mm) 200 | Adjustable-Field Range (mm) — | Type of Emitter LED | Housing Material Plastic | IP Rating IP67, IP68, IP69K | Response Time (μs) 1500–2000 | Operating Temperature -40 to +70 °C | IO-Link 🚫 NO | Clear Object Detection 🚫 NO |
Series Image  |
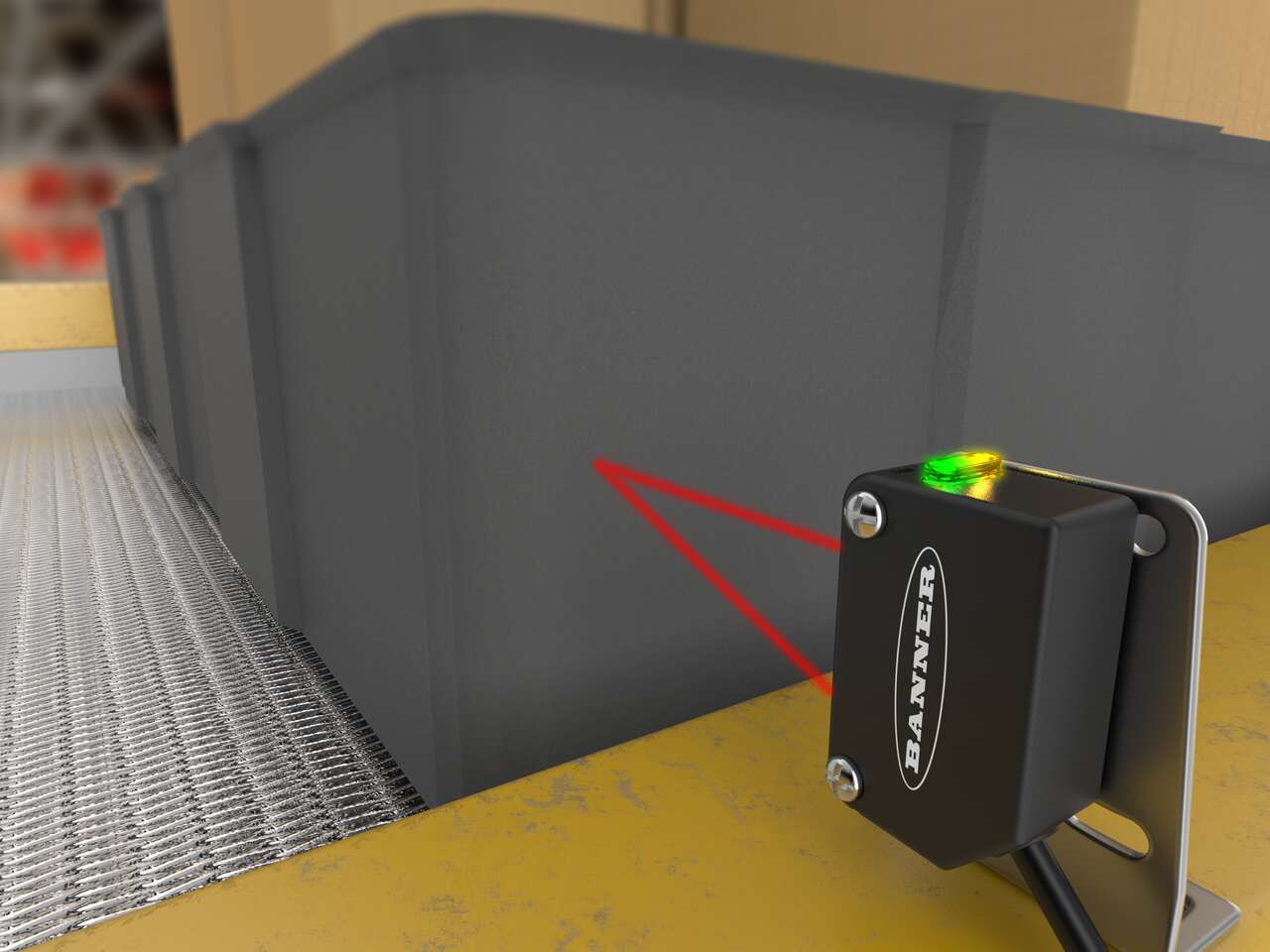
Series Name Q3X | Opposed Range (m) — | Non-polarized Retroreflective Range (m) — | Polarized Retroreflective Range (m) — | Laser Polarized Retroreflective Range (m) — | Diffuse Range (mm) 300 | Fixed-Field Range (mm) 200 | Adjustable-Field Range (mm) — | Type of Emitter Laser | Housing Material Metal | IP Rating IP67, IP68, IP69K | Response Time (μs) 250 | Operating Temperature -10 to +50 °C | IO-Link 🚫 NO | Clear Object Detection 🚫 NO |
Series Image  |
Series Name Q2X | Opposed Range (m) 3 | Non-polarized Retroreflective Range (m) — | Polarized Retroreflective Range (m) 3.3 | Laser Polarized Retroreflective Range (m) — | Diffuse Range (mm) — | Fixed-Field Range (mm) 50 | Adjustable-Field Range (mm) 3000 | Type of Emitter LED and Laser | Housing Material Plastic | IP Rating IP67 | Response Time (μs) 600–100,000 | Operating Temperature -25 to +50 °C | IO-Link ✅ YES | Clear Object Detection ✅ YES |







































Photoelectric Applications
-
Dark Wafer Presence Detection
-
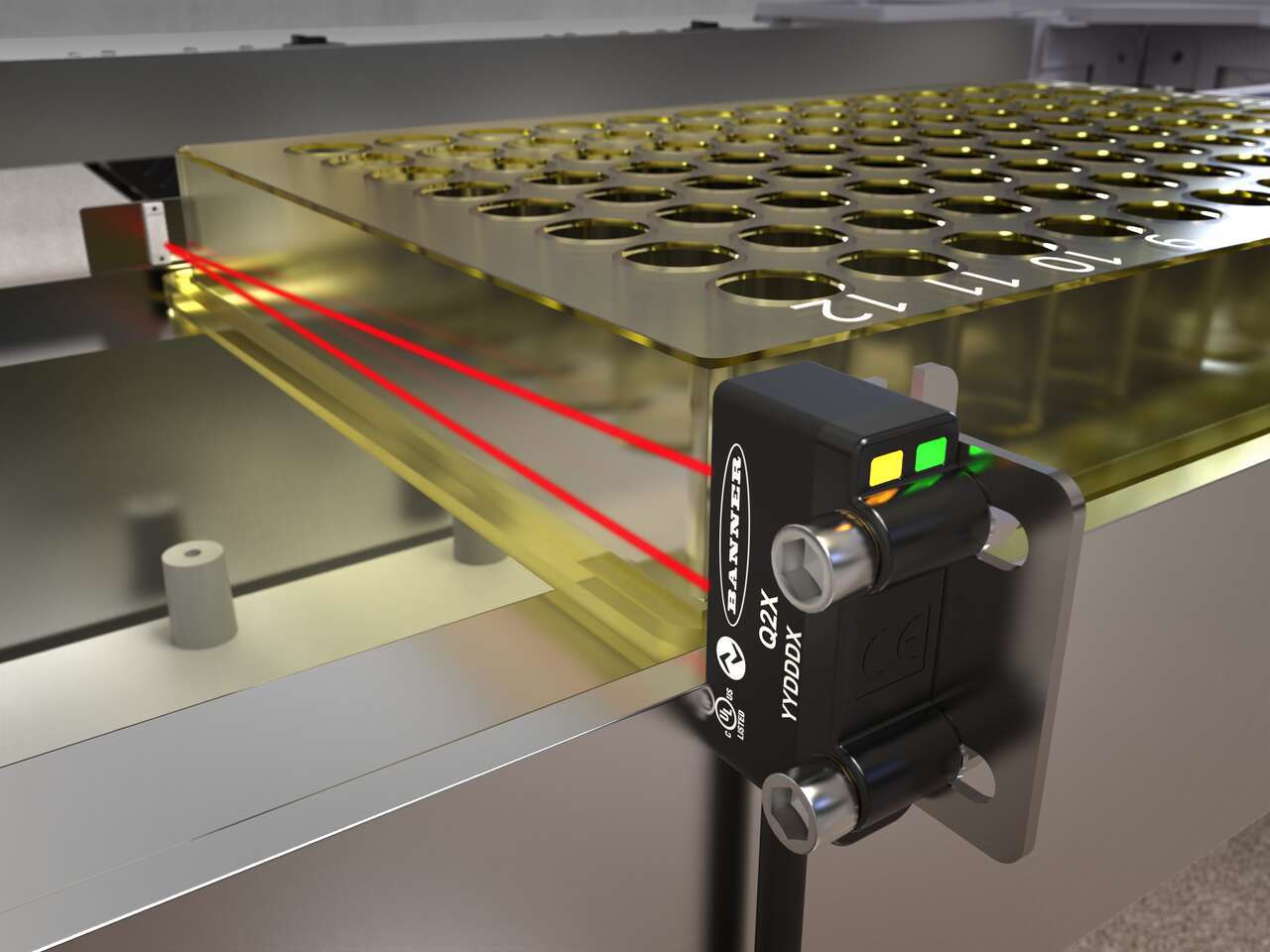
Accurate Positioning in Medical & Scientific Laboratories
-
Streamline Labeling Process with a Fixed-Field Sensor
-

Status Indication on Airport Conveyor
-

Preventing Jams in Airport Baggage Retrieval Systems
-

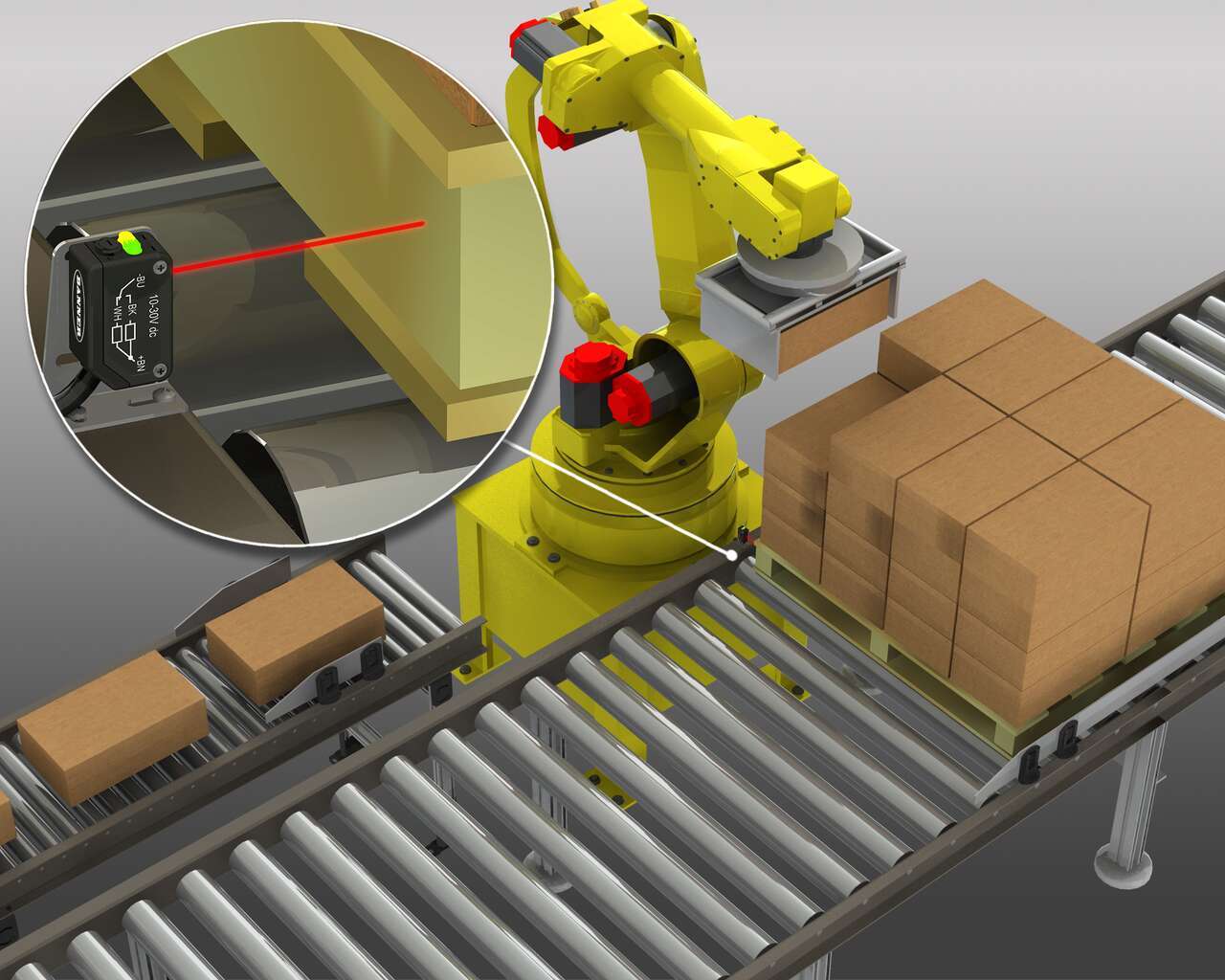
Positioning Pallets for Unloading by Robot Arms
-

Illuminated Forklift Guidance
-

Jam Detection on a Conveyor with Only AC Power
-

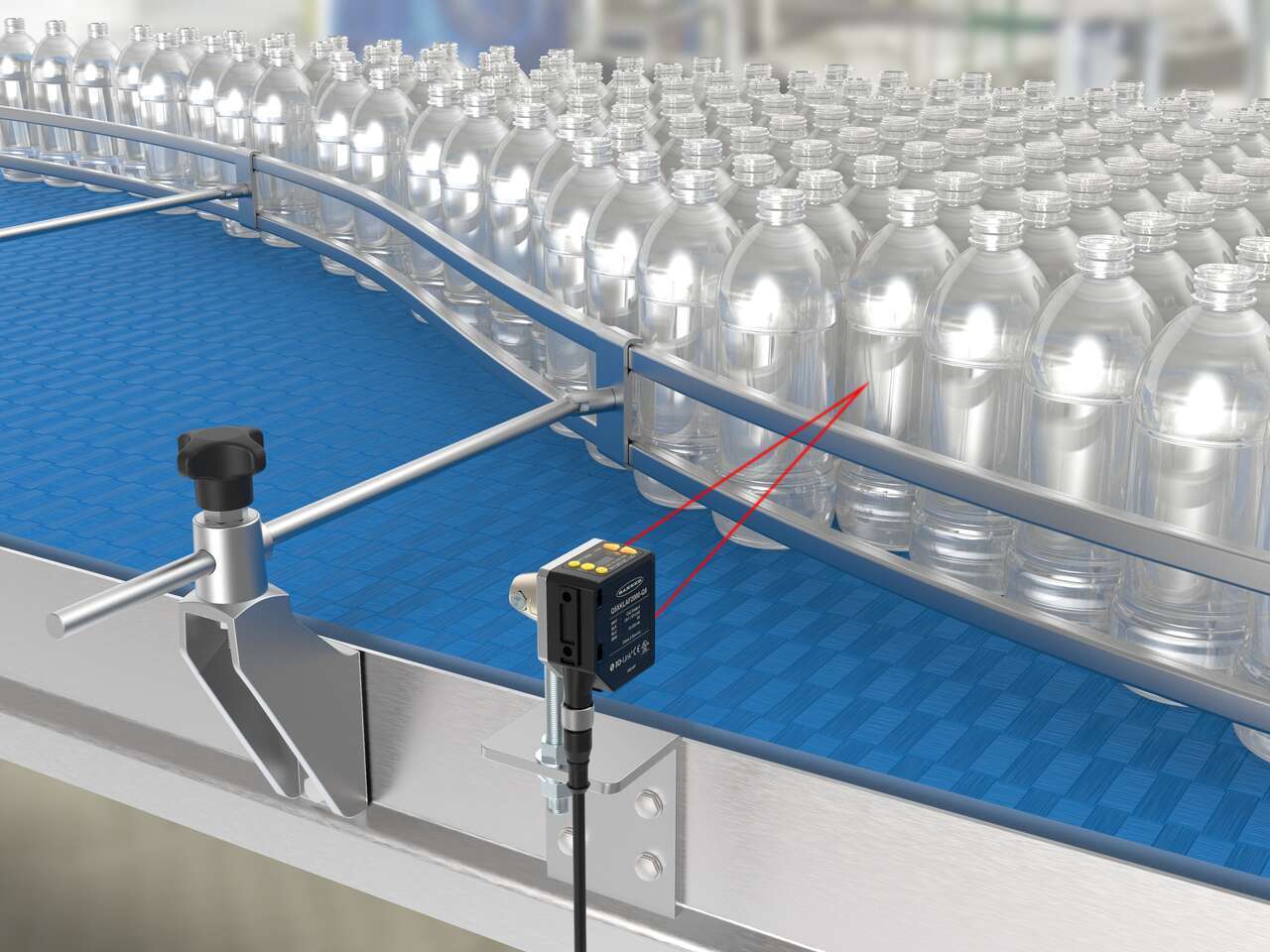
Reliable Detection of Transparent Bottles on Conveyor
-

Operator Guidance Solution
-

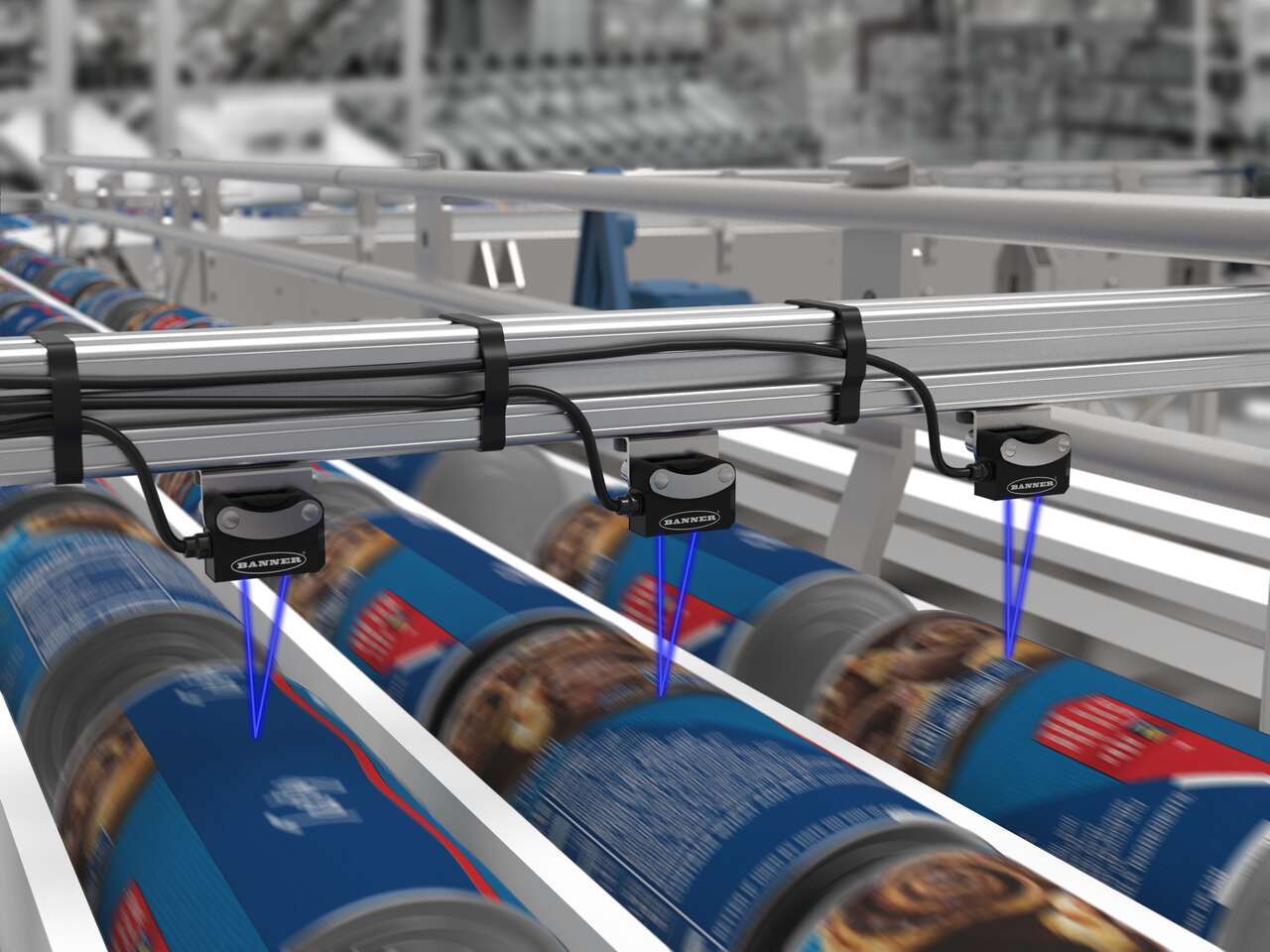
Blue LED Sensor Detects Amber Bottles
-

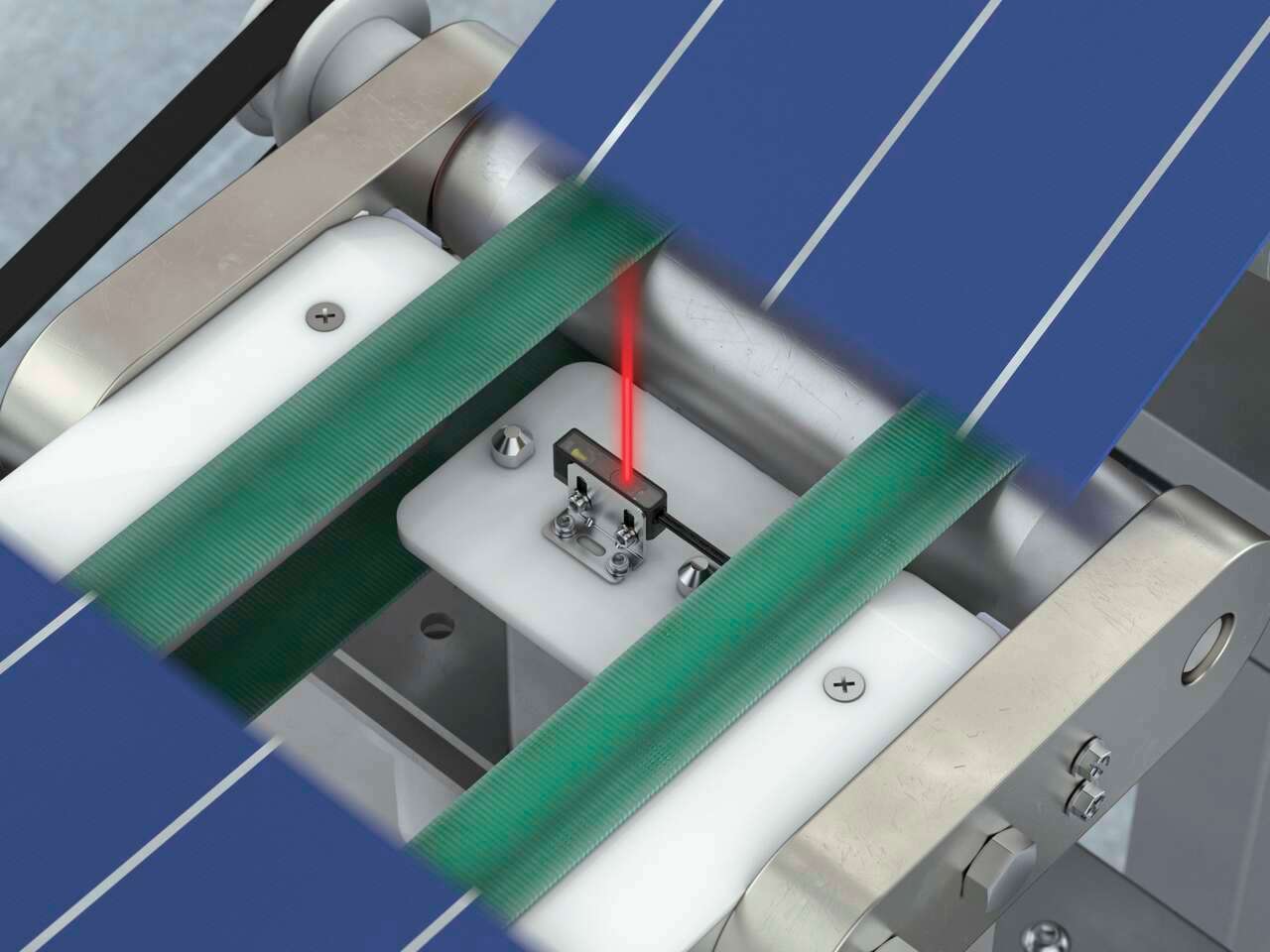
Shrink Sleeve Labeling at High Speeds
-
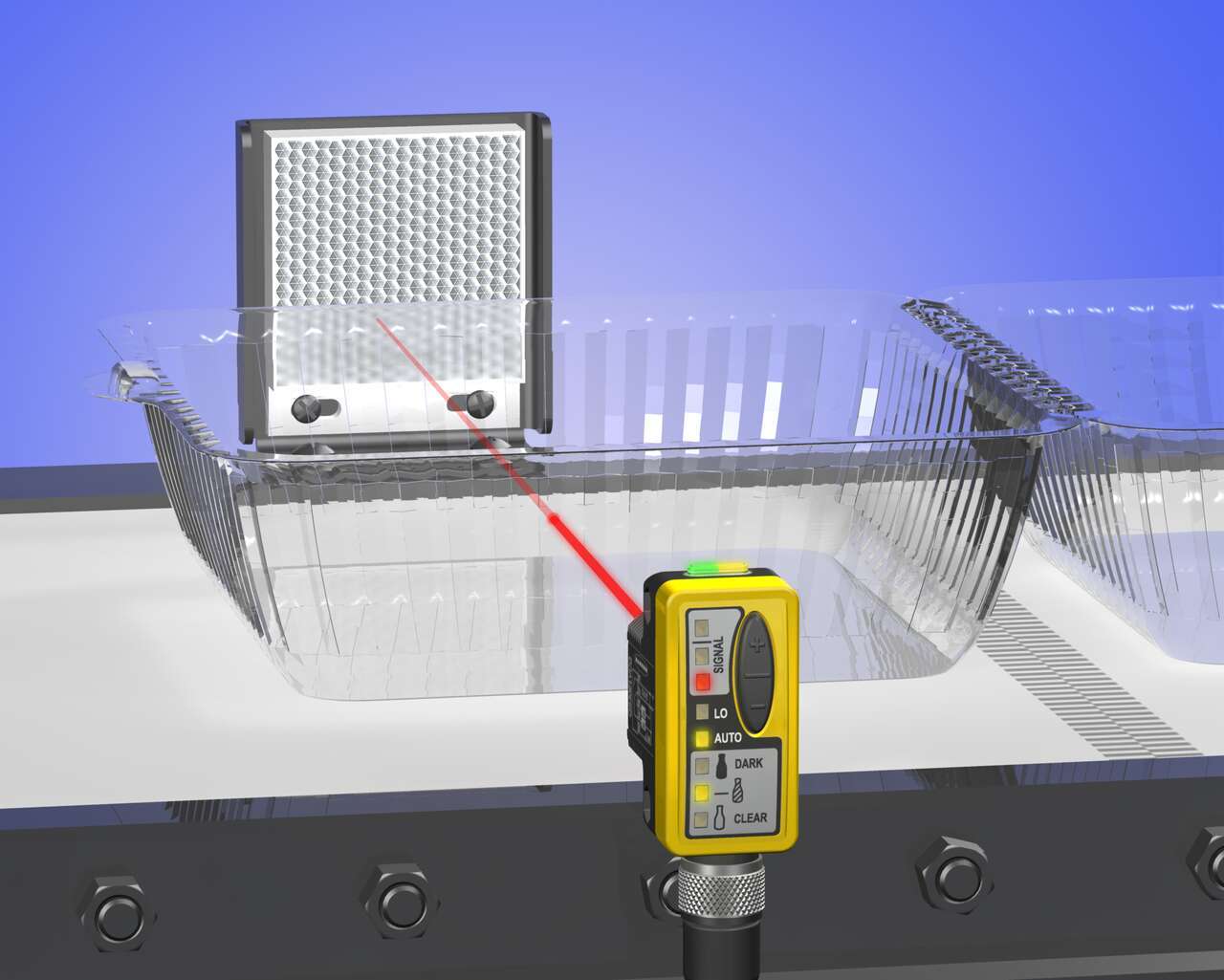
Controlling Line Pressure of Clear Food Trays at Denester
-
Detection of Clear Liquids in Transparent Packaging
-
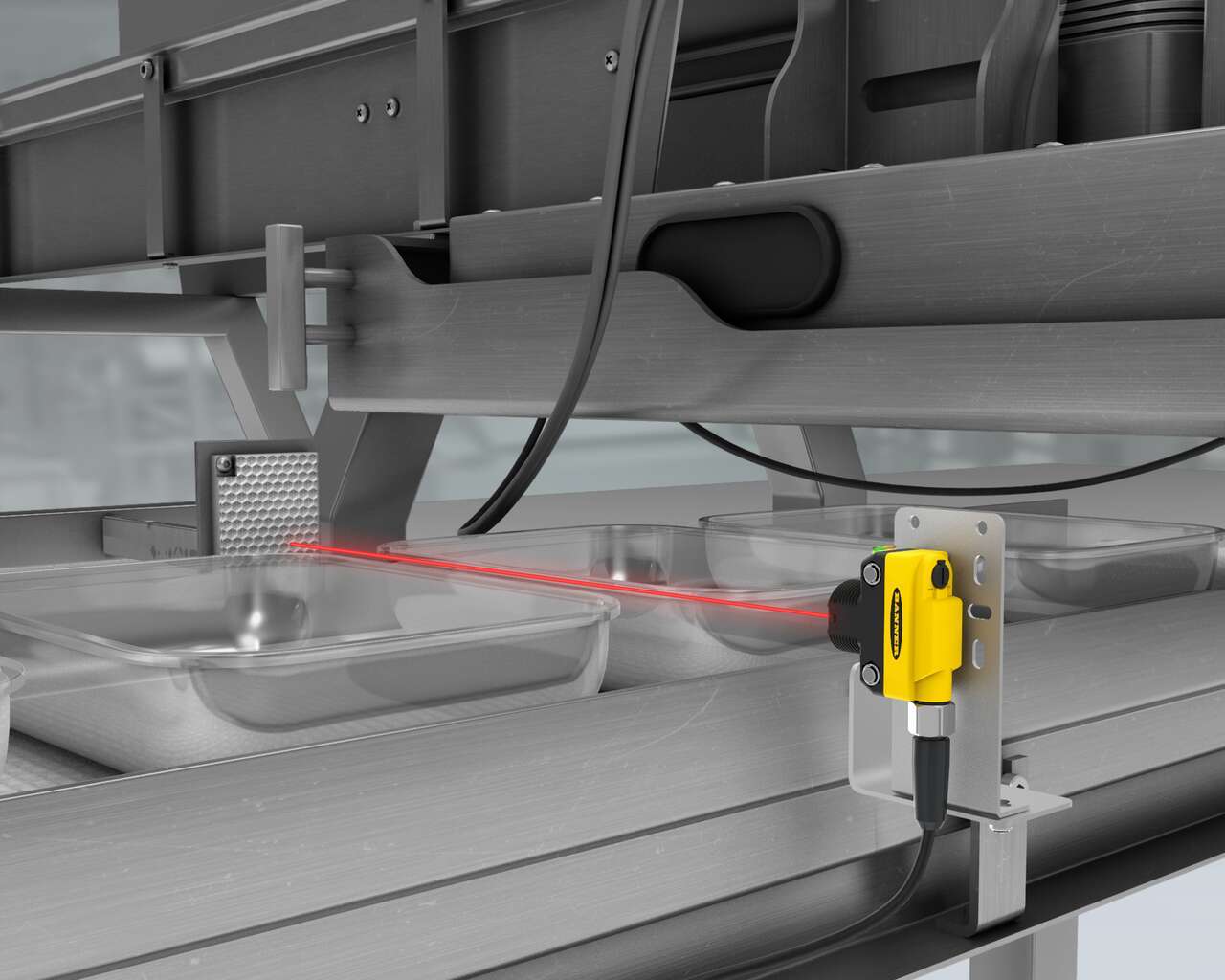
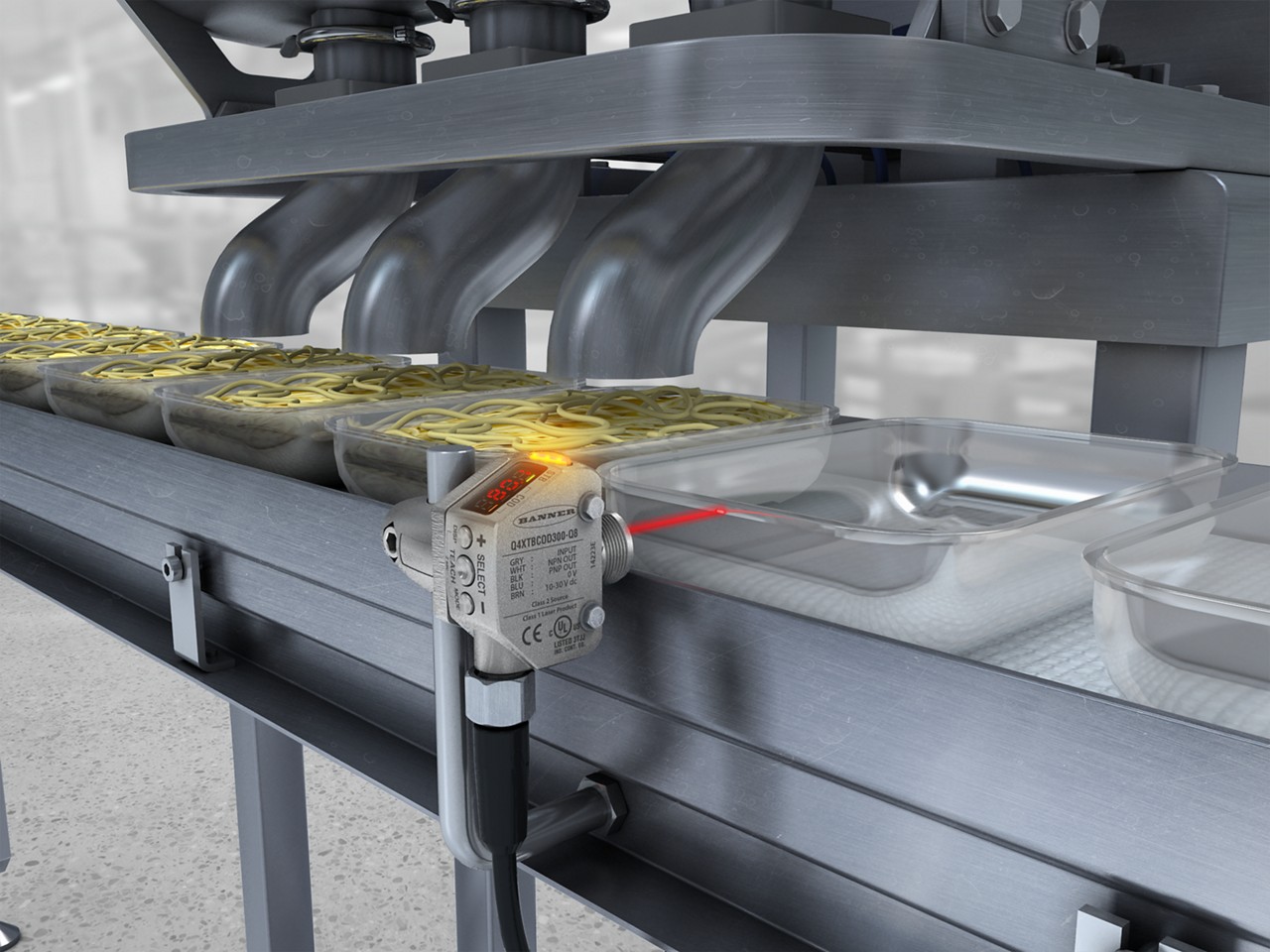
Sanitary Detection of Clear Plastic Food Containers
-

Detecting Transparent Bottles in a Washdown Environment
-
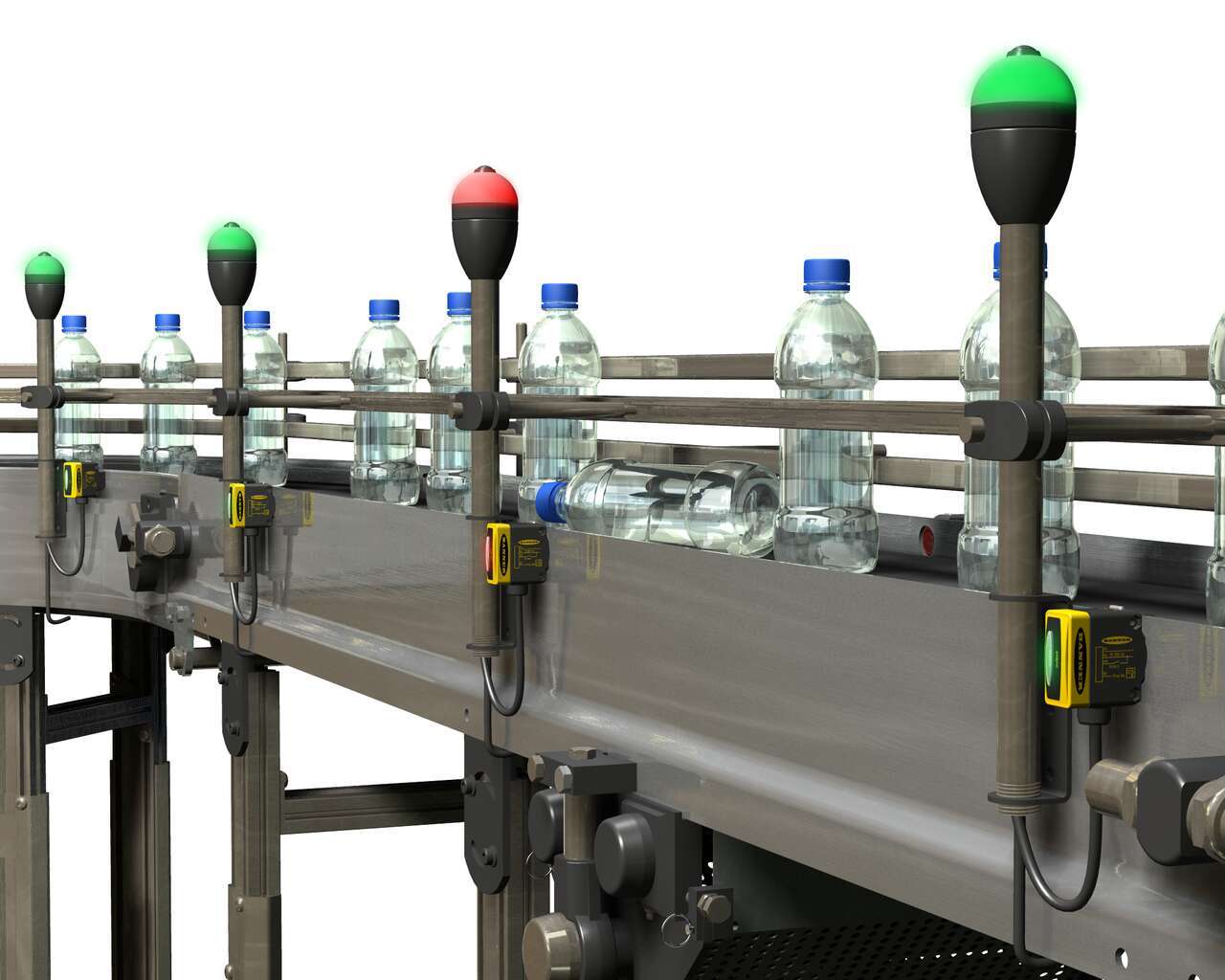
Detecting and Indicating the Presence of a Tipped Bottle
-
Detecting Bottles in Washdown: Glass & PET Plastic
-
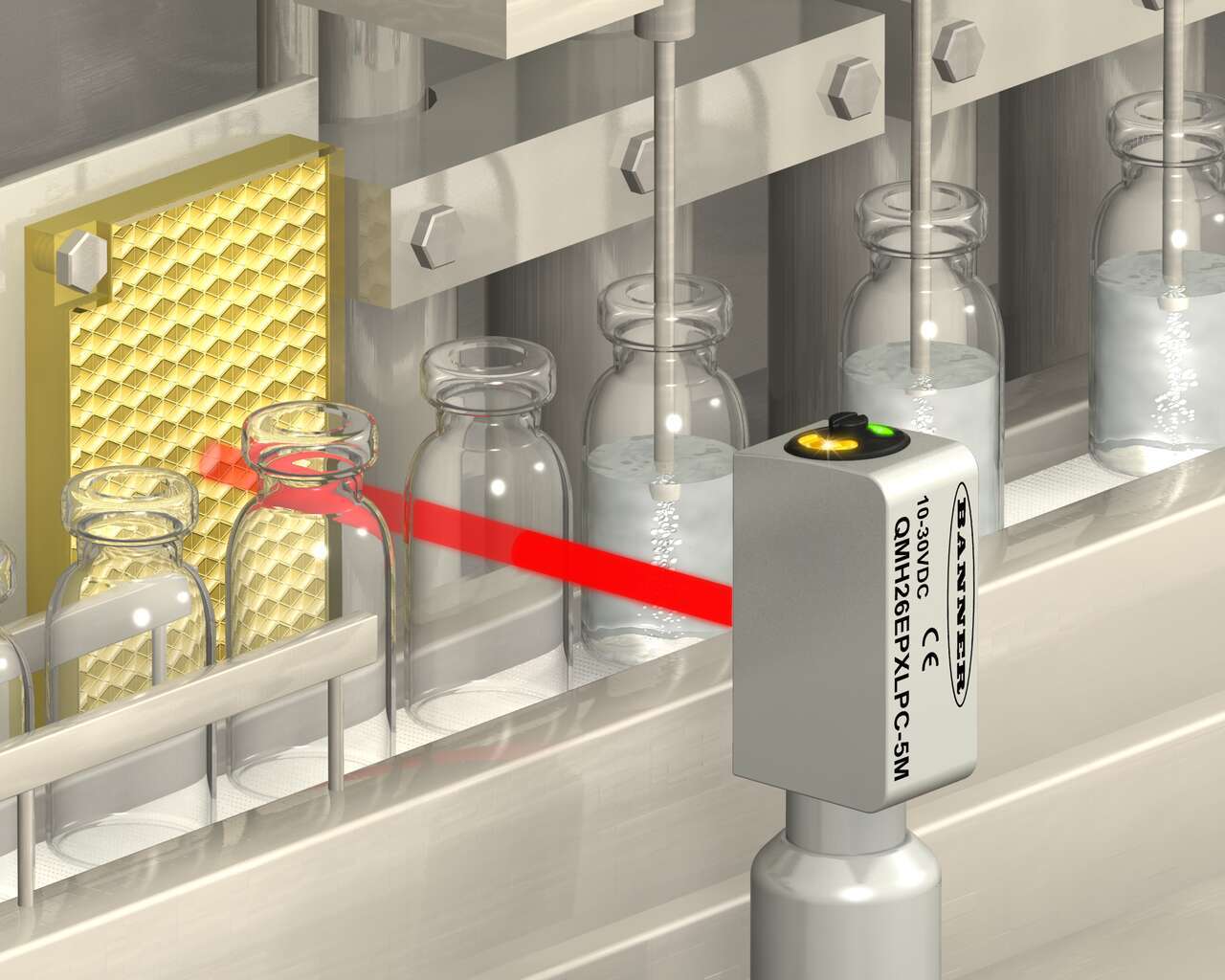
Glass Vial Detection: Hygienic Sensors in Harsh Chemicals
-
Clear Tray Detection at Hopper Food Storage Units
-

Clear Glass Jar Detection for Food and Beverage Splash Zone
-

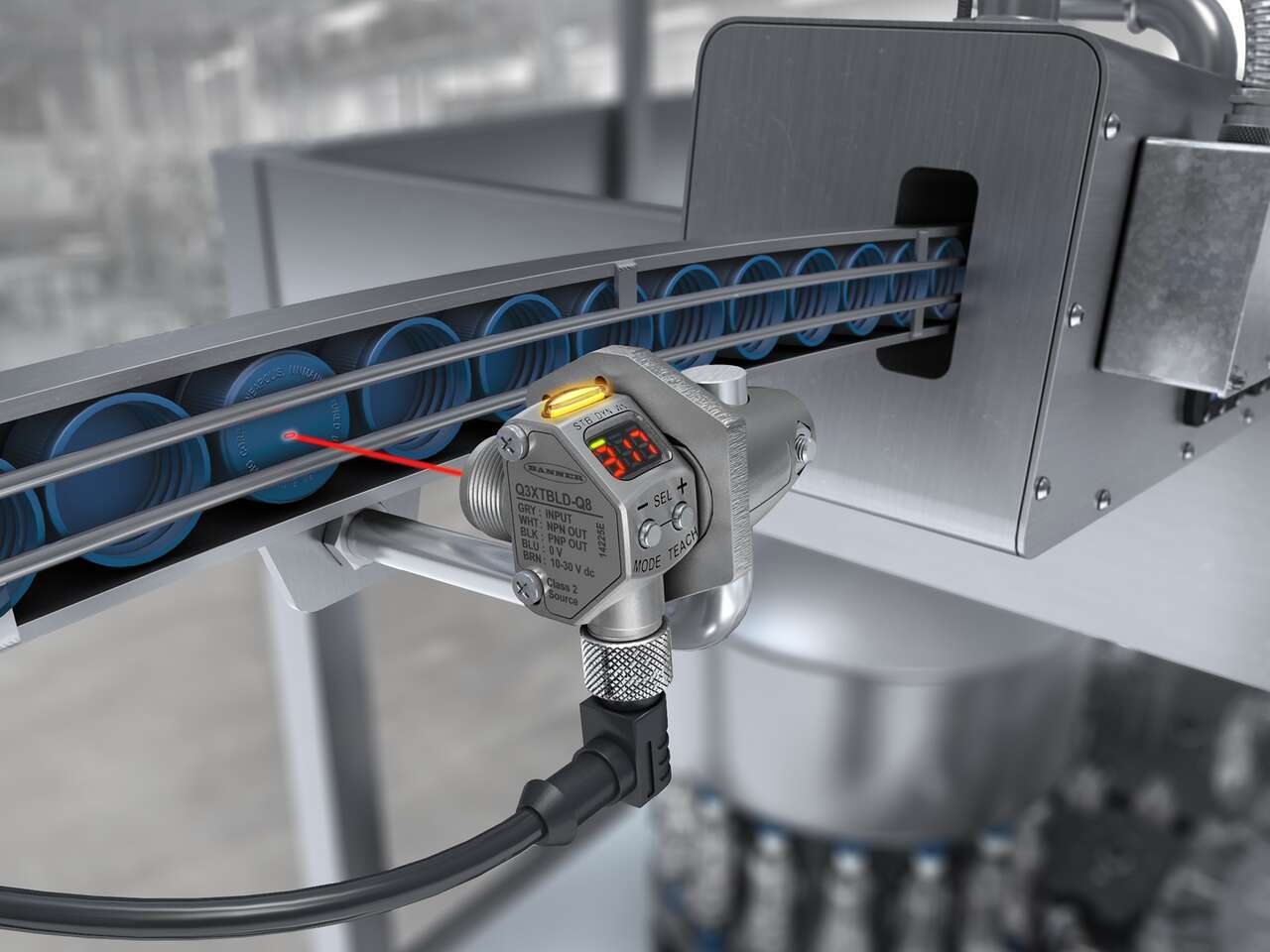
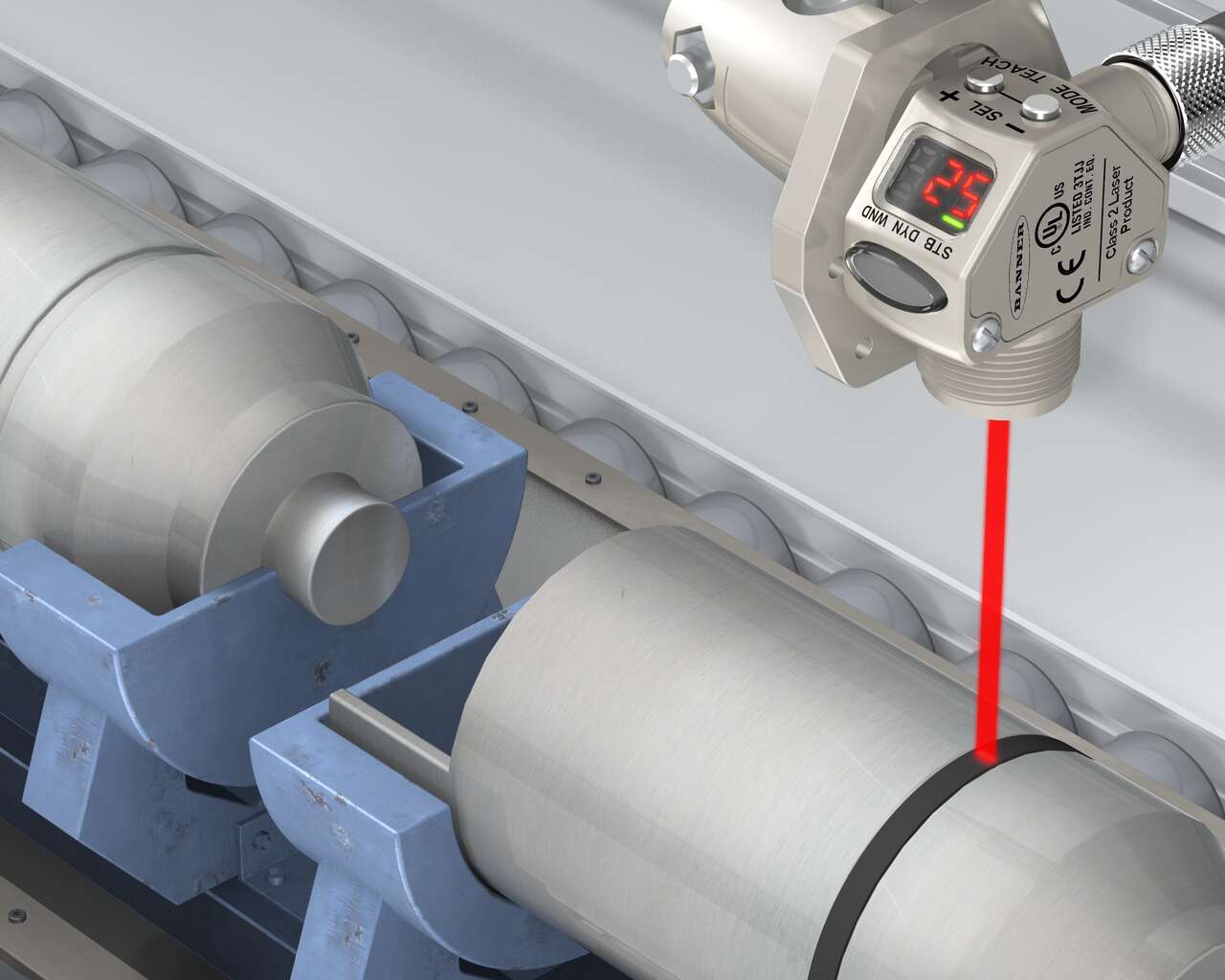
Counting Reflective Rings
-
Counting Transparent Plastic Containers on a Conveyor
-

Detecting Tipped-Over Bottles on a High-Speed Bottling Line
-
In-Line Accumulation on Single Filer
-

Detecting Reflective Packages on a Conveyor
-

Dark and Low Contrast Targets
-

Detecting PET Bottles to Regulate Product Flow
-
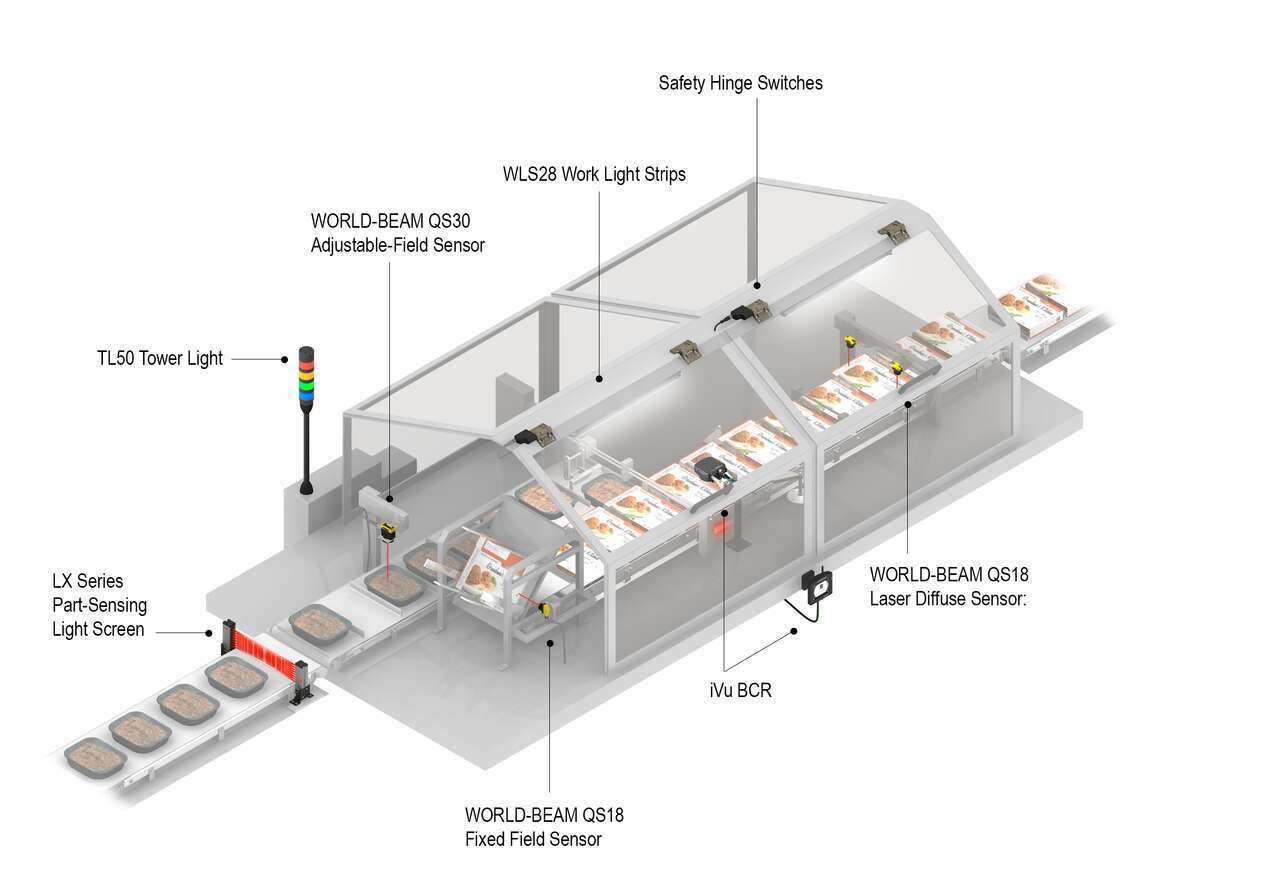
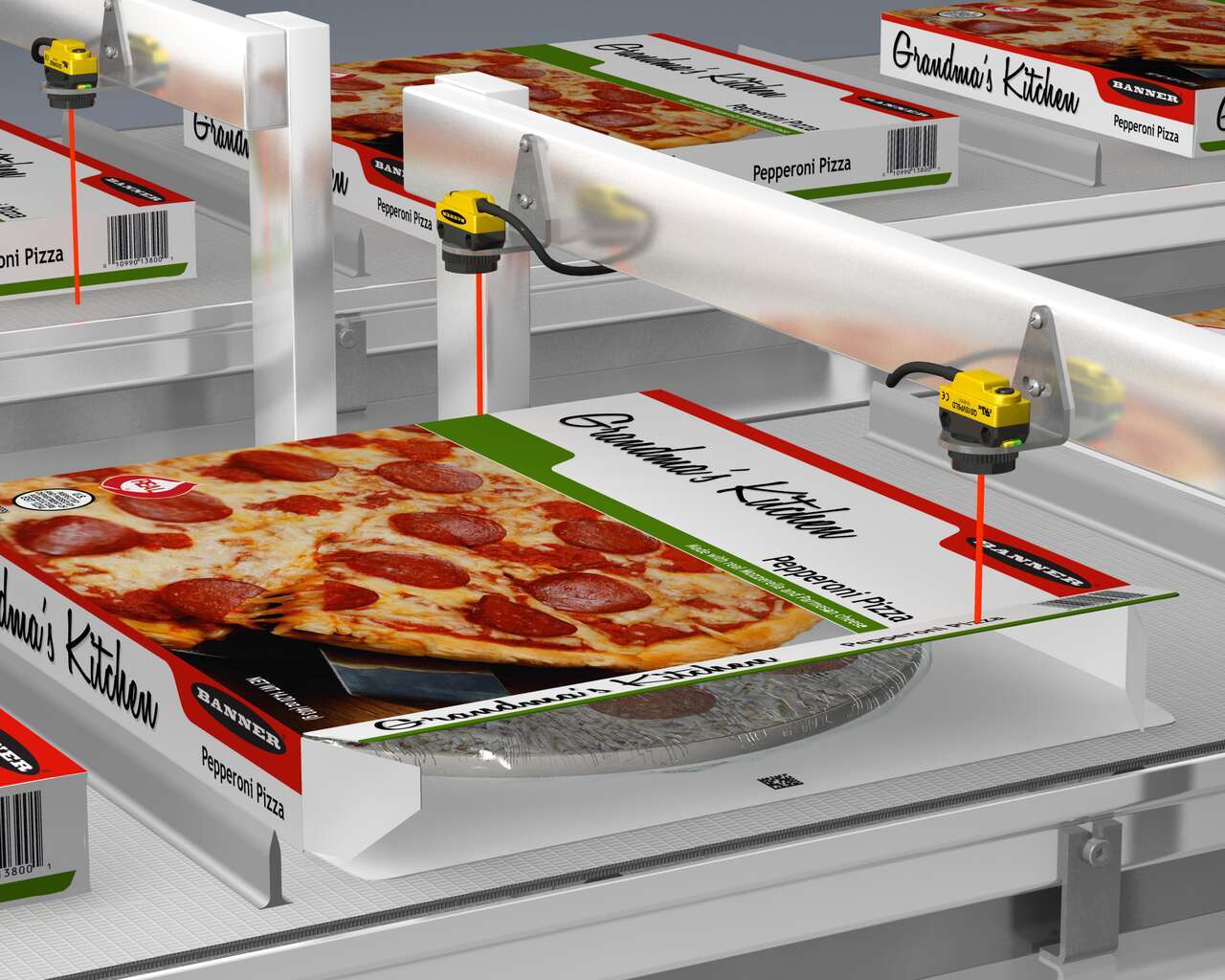
Packaging Frozen Dinners on a Cartoner
-

Exit Chute Jam Indication
-
Long-Range Feature Detection
-
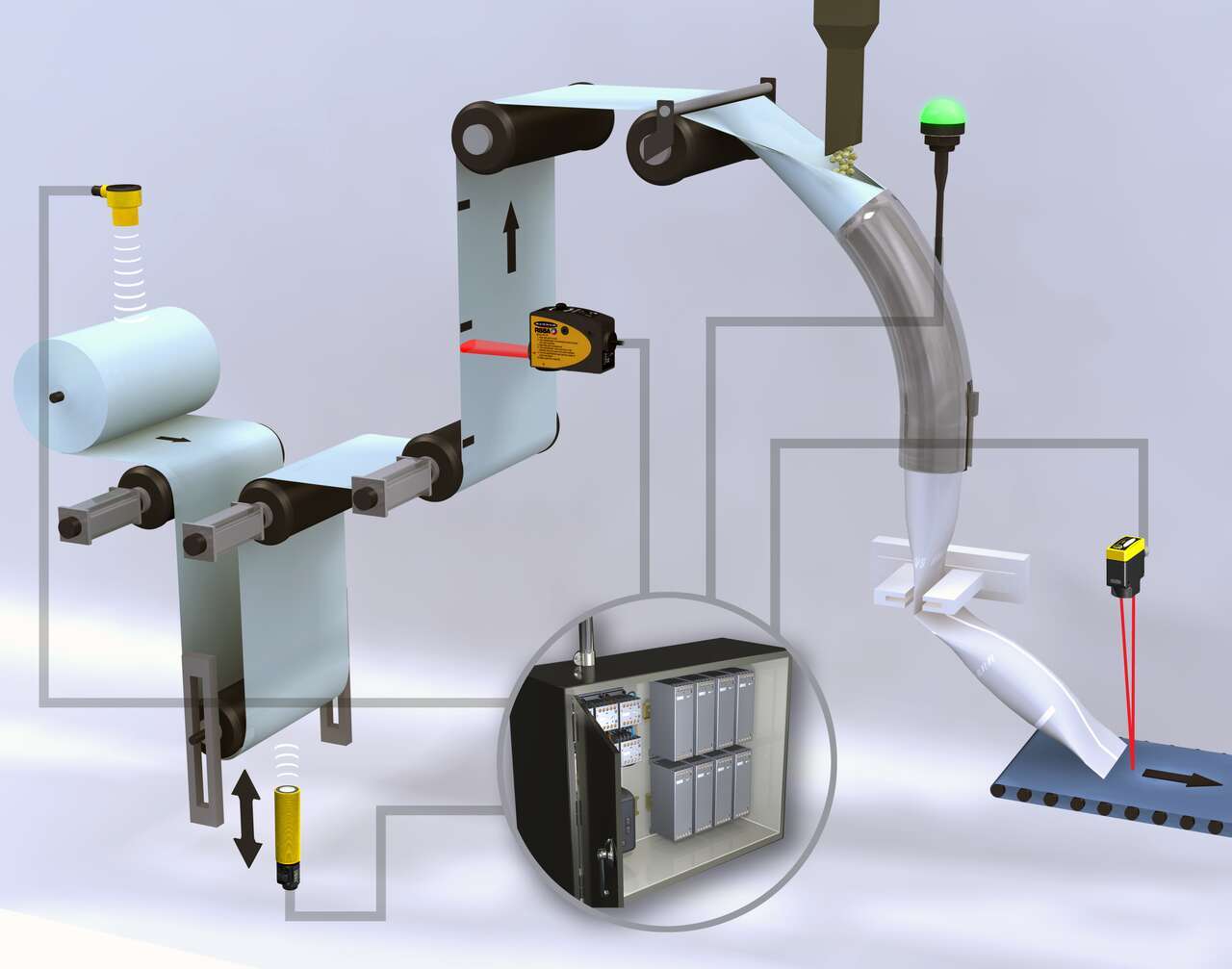
Vertical Form Fill Seal Machine Solutions
-

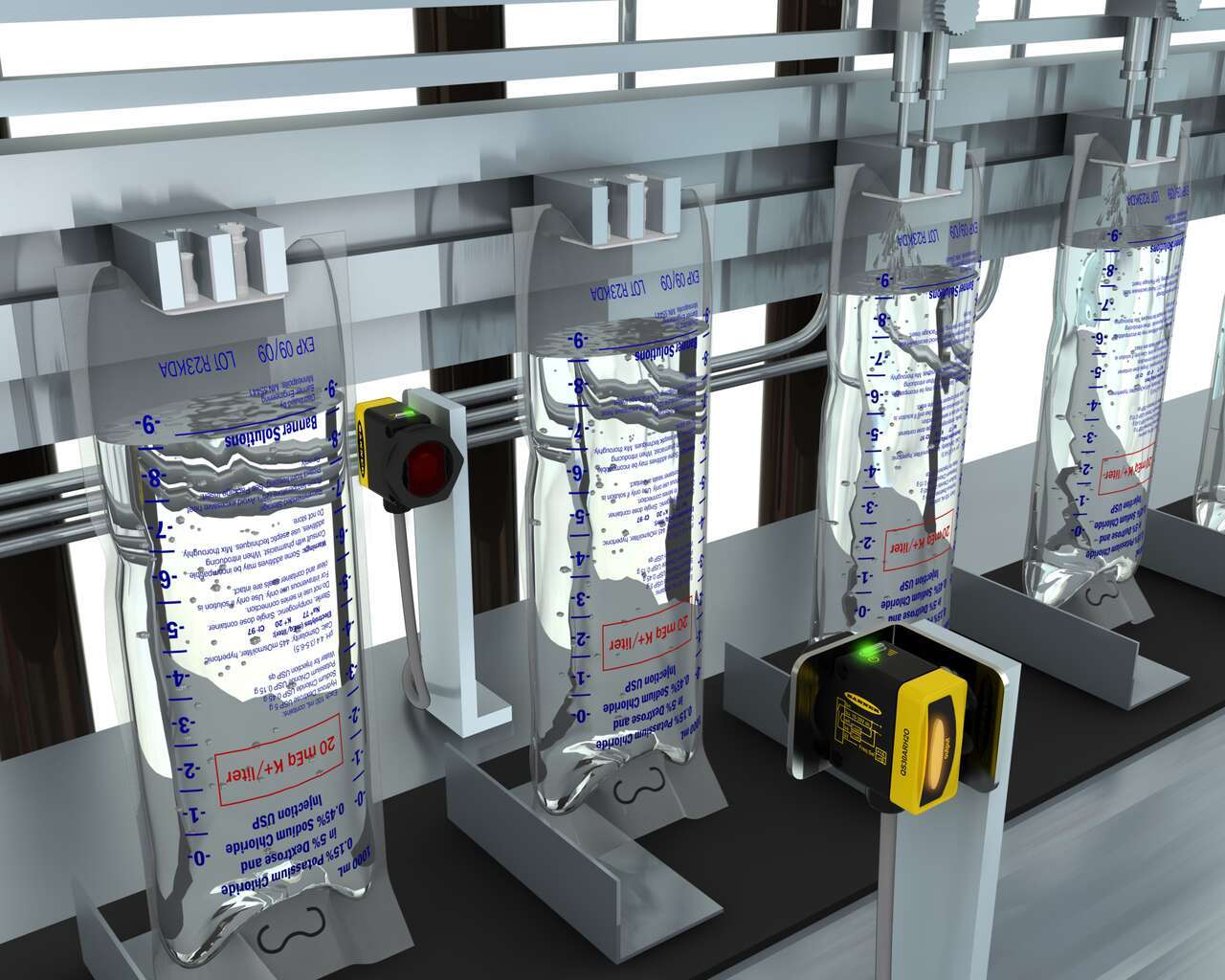
Non-Contact Fill Level Verification
-

Carton Stack Height
-
Level Measurement
-
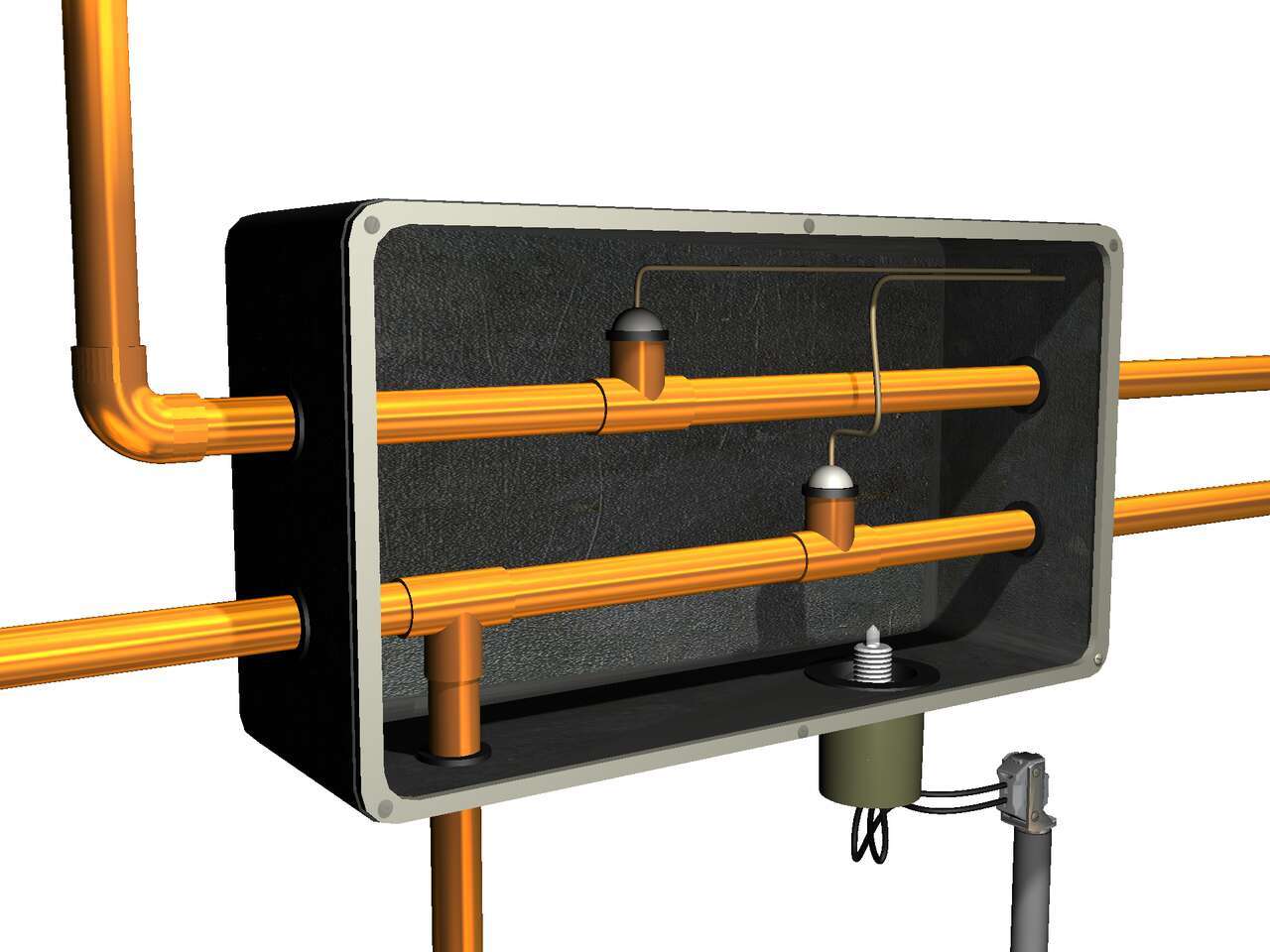
Liquid Leak Detection with a QS18
-
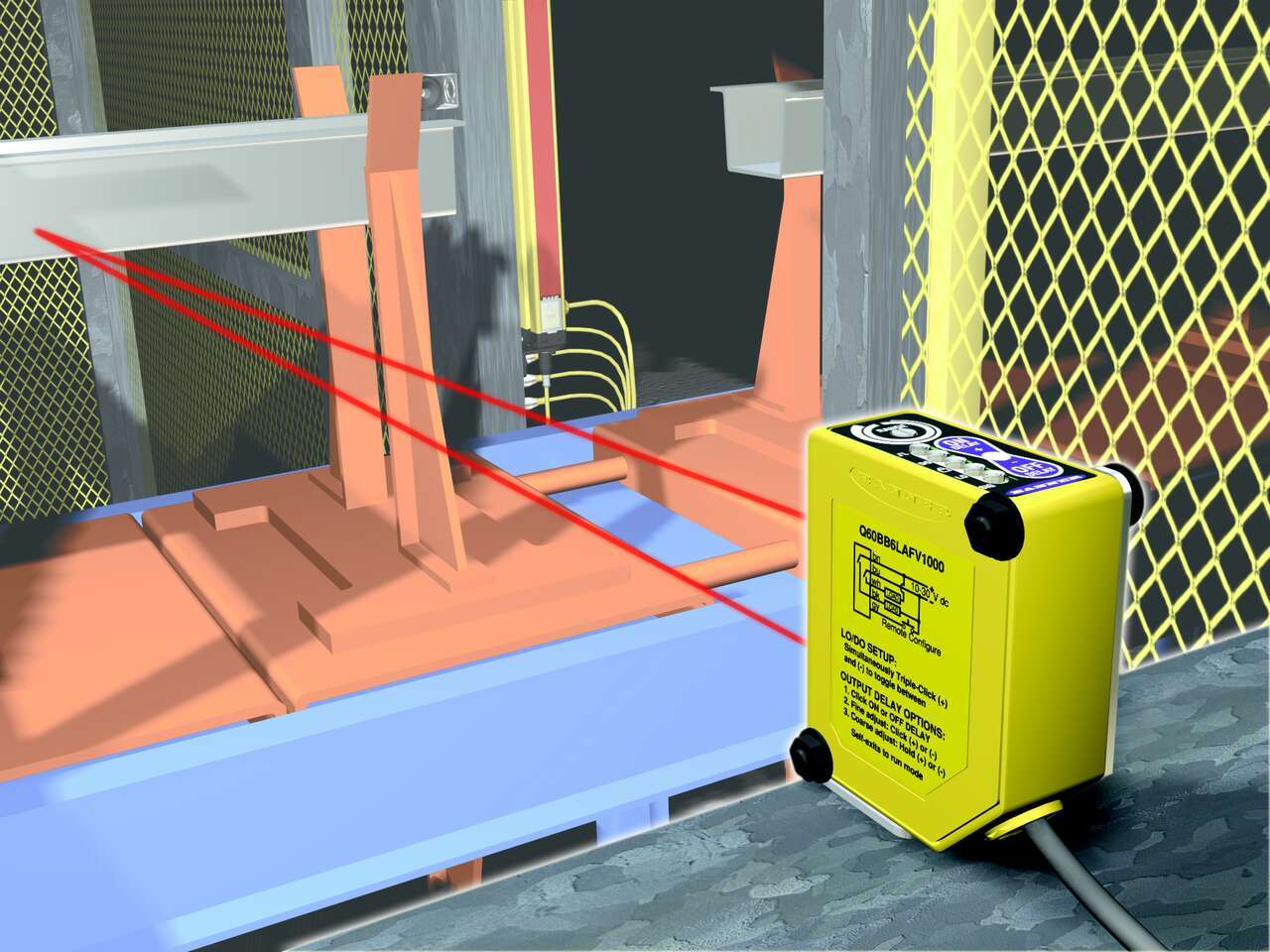
Load Station Pallet Detection
-
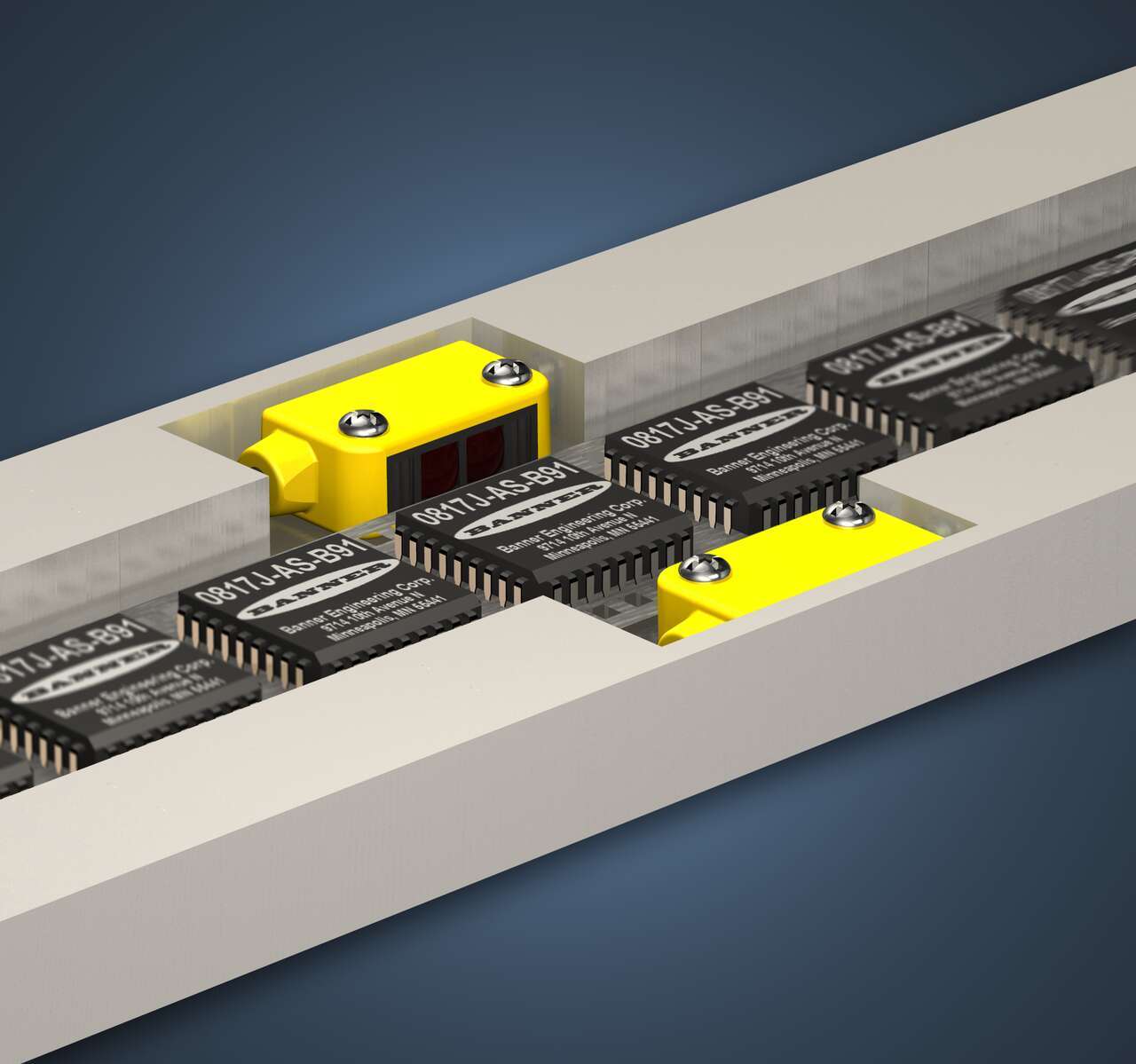
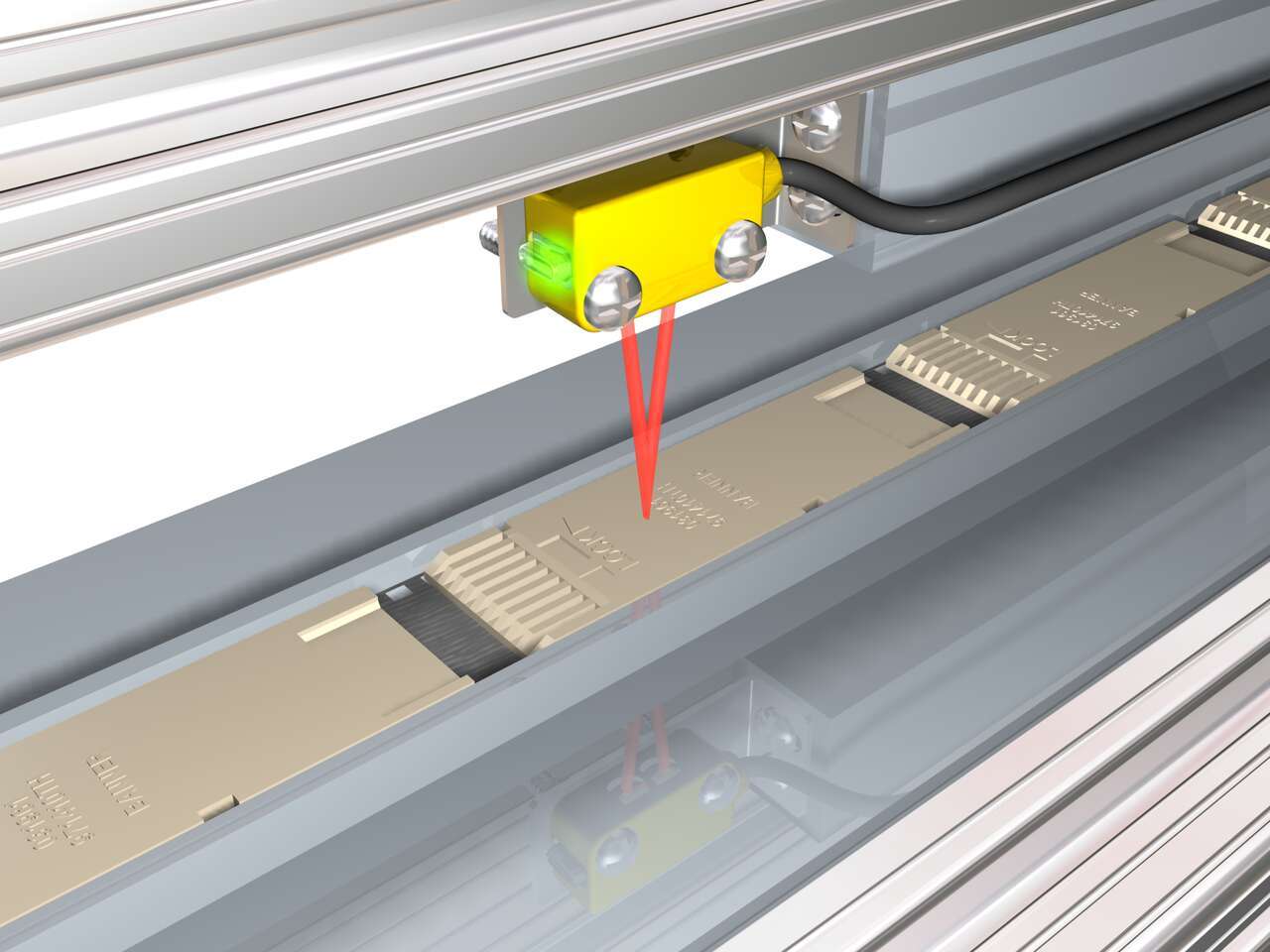
Counting Integrated Circuits
-
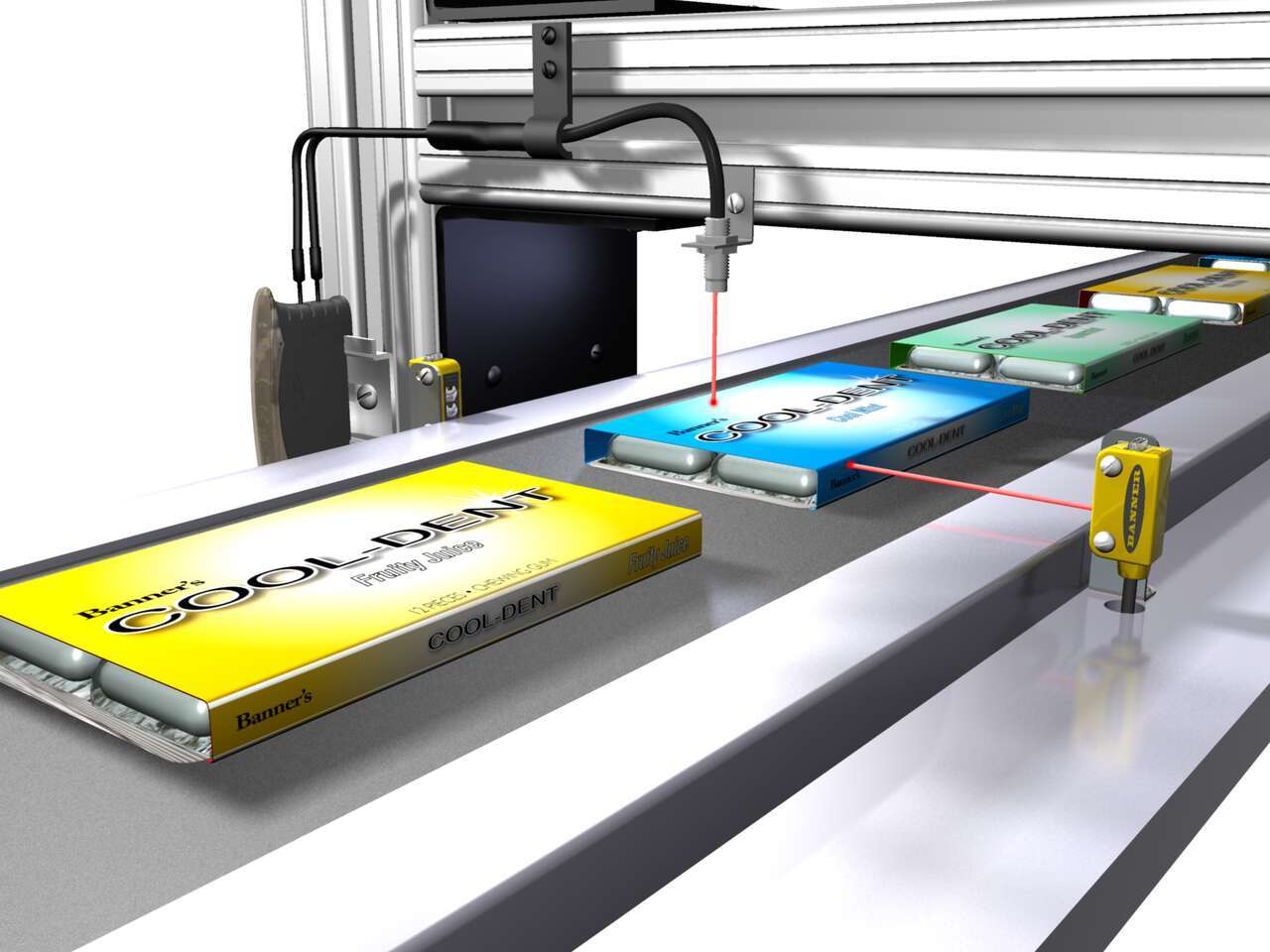
Color Sorting
-

Motor Detection
-

Black Plastic Tray Detection at a Hopper and Filling Station
-
Close Proximity Error Proofing on Assembly Line
-
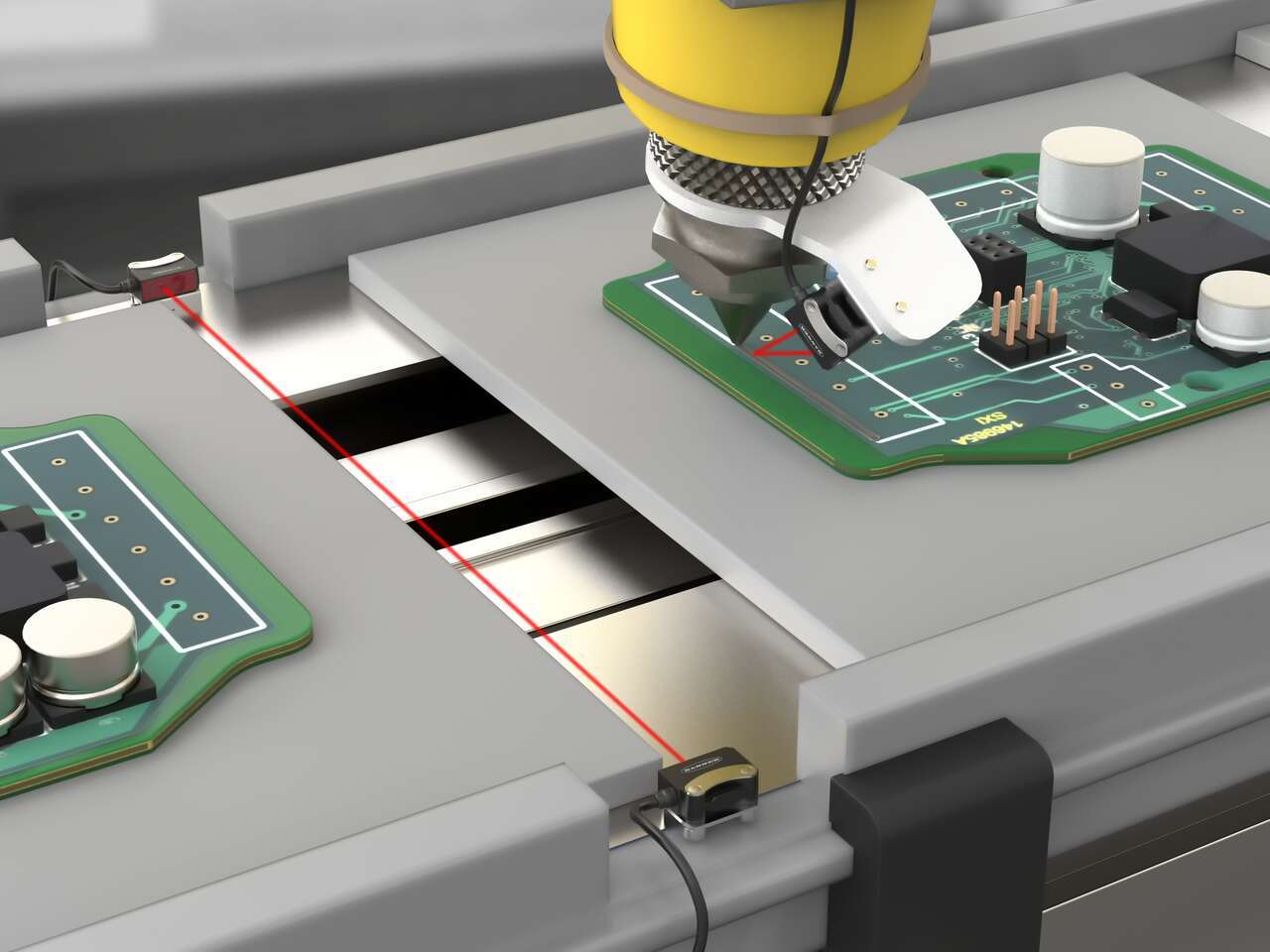
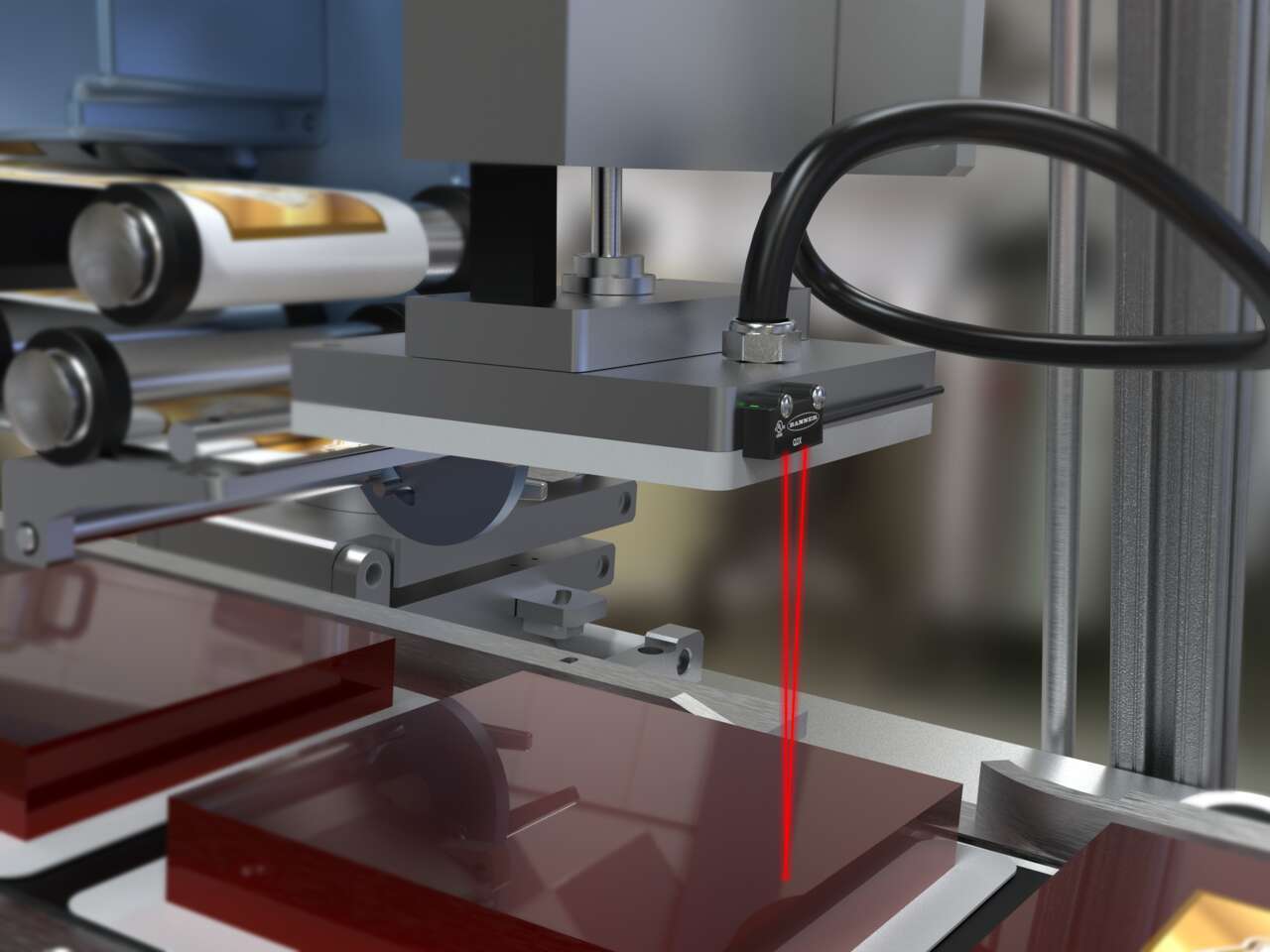
Real-Time Adhesive Detection in PCB Assembly
-
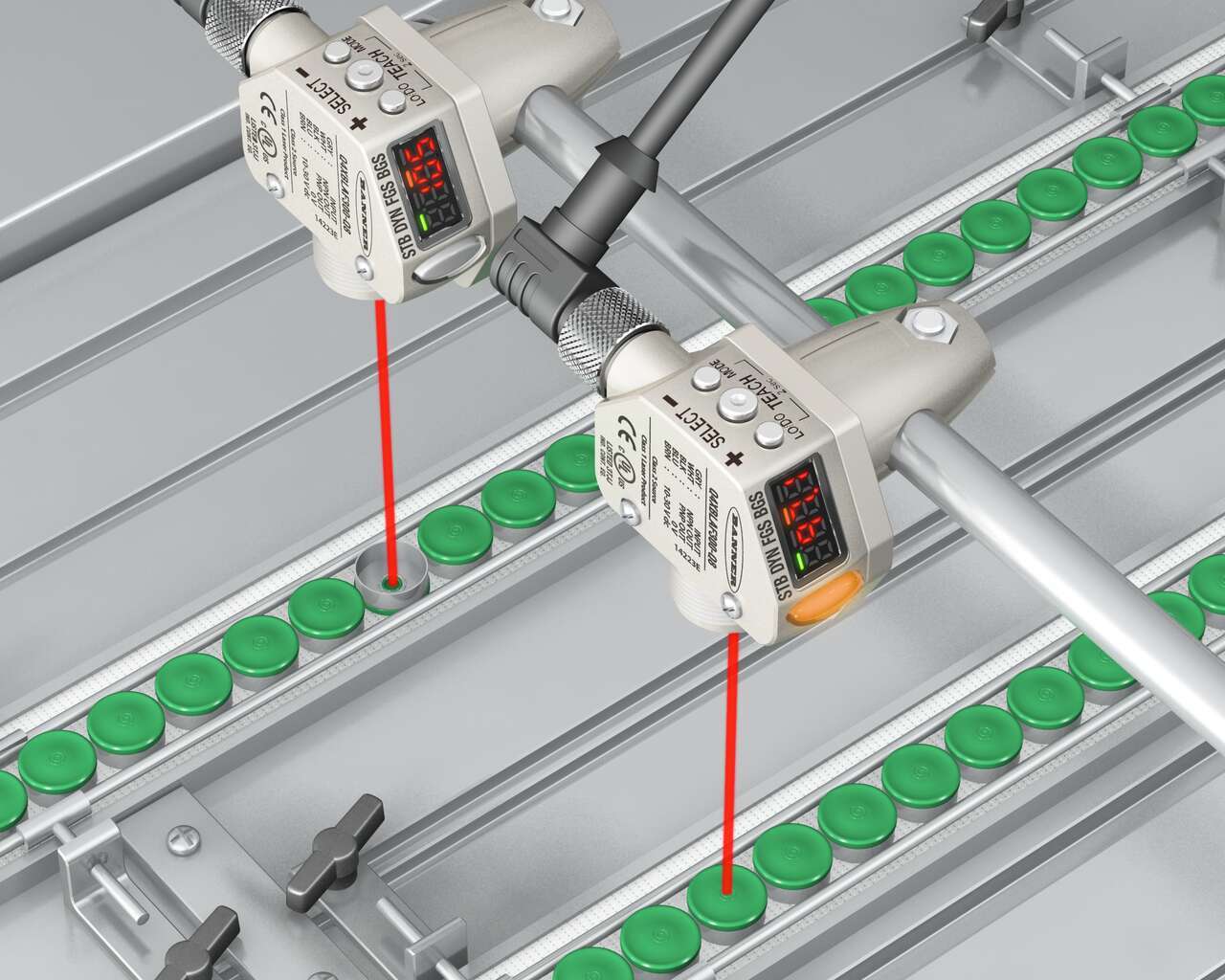
Cap Orientation Verification
-

Bottle Cap Inspection
-

Hard Disk Detection
-

Error-Proofing Loading of IC Chips into Pocket Tape
-
Detecting Black Parts on Black Door Panel
-
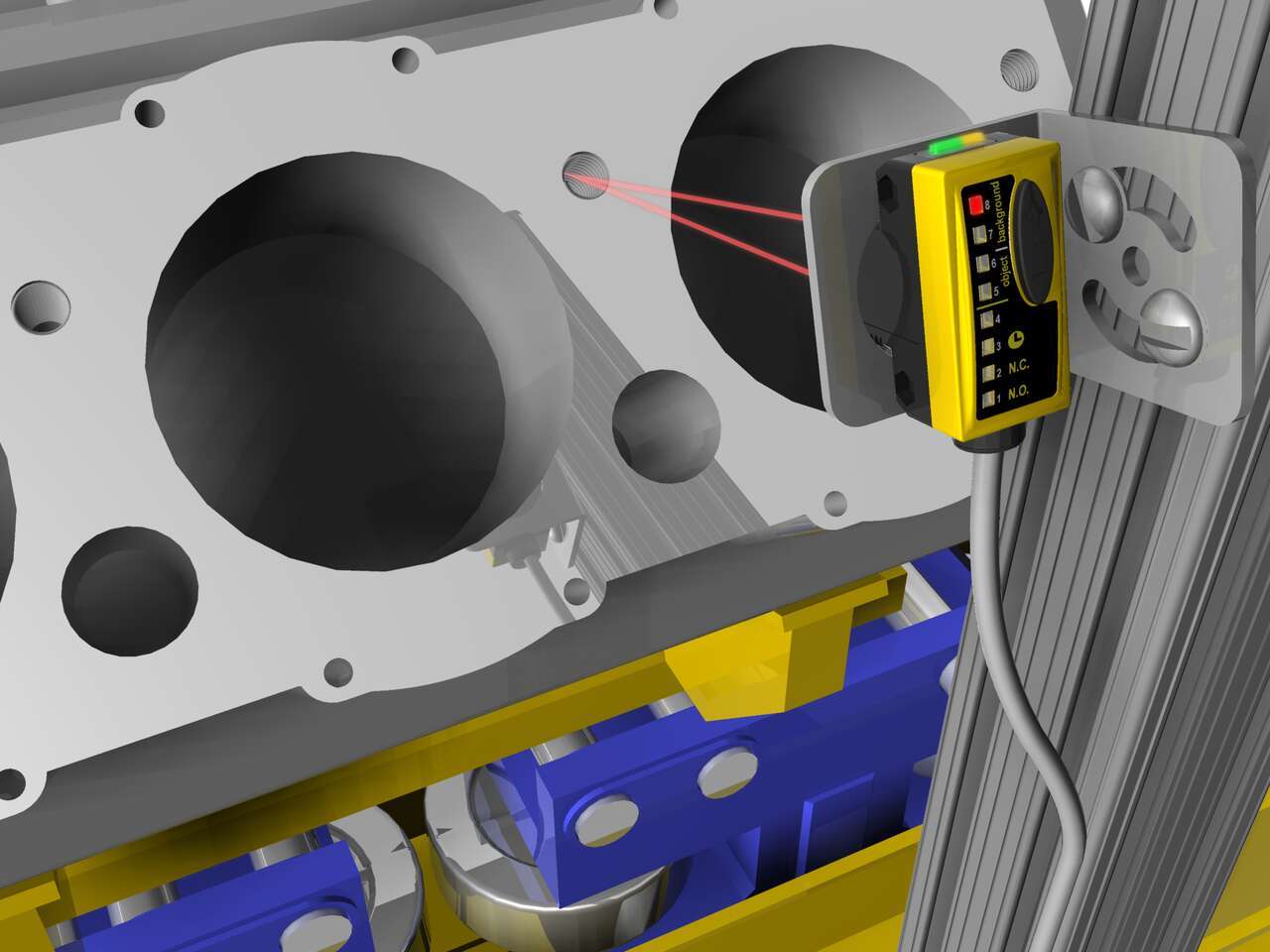
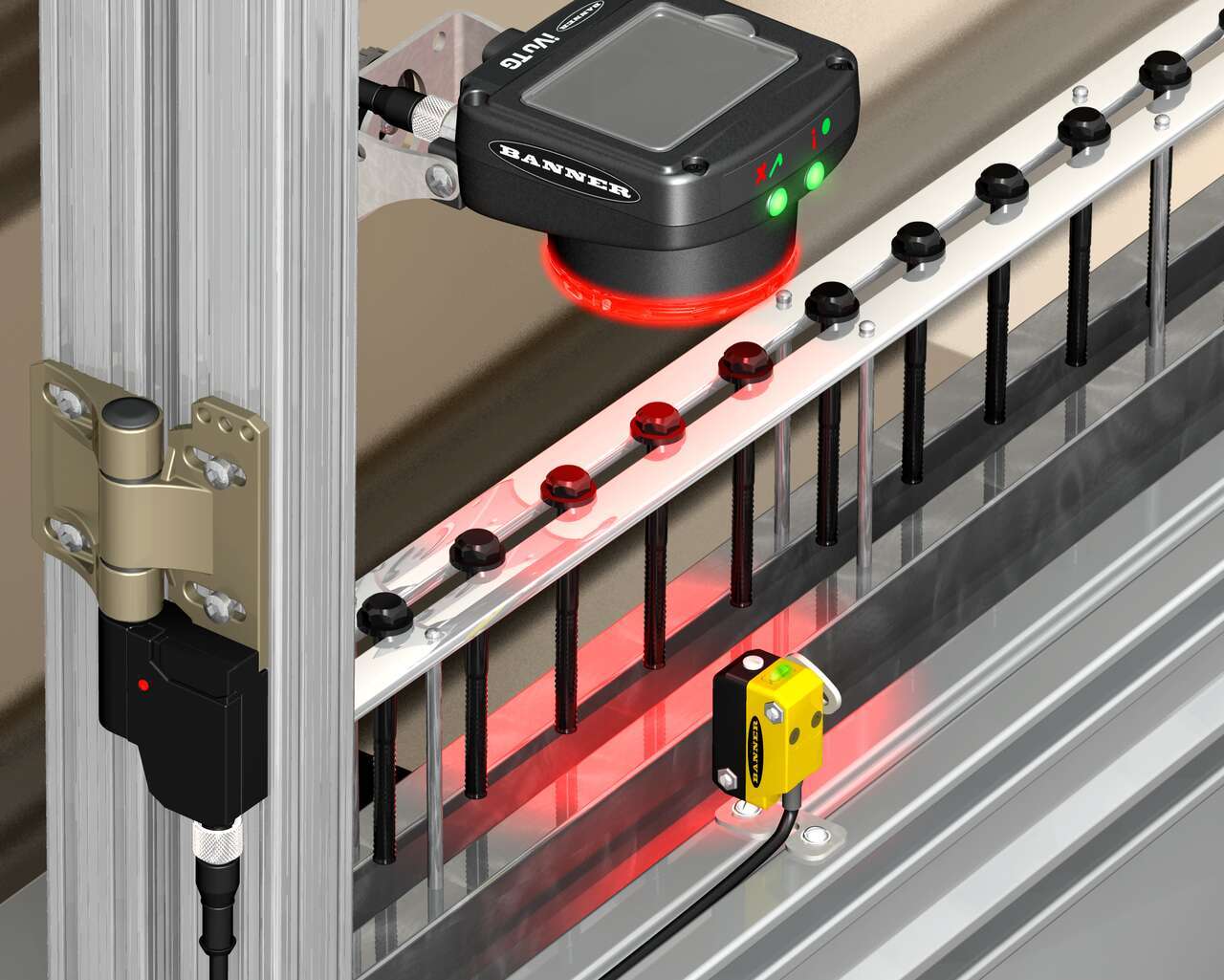
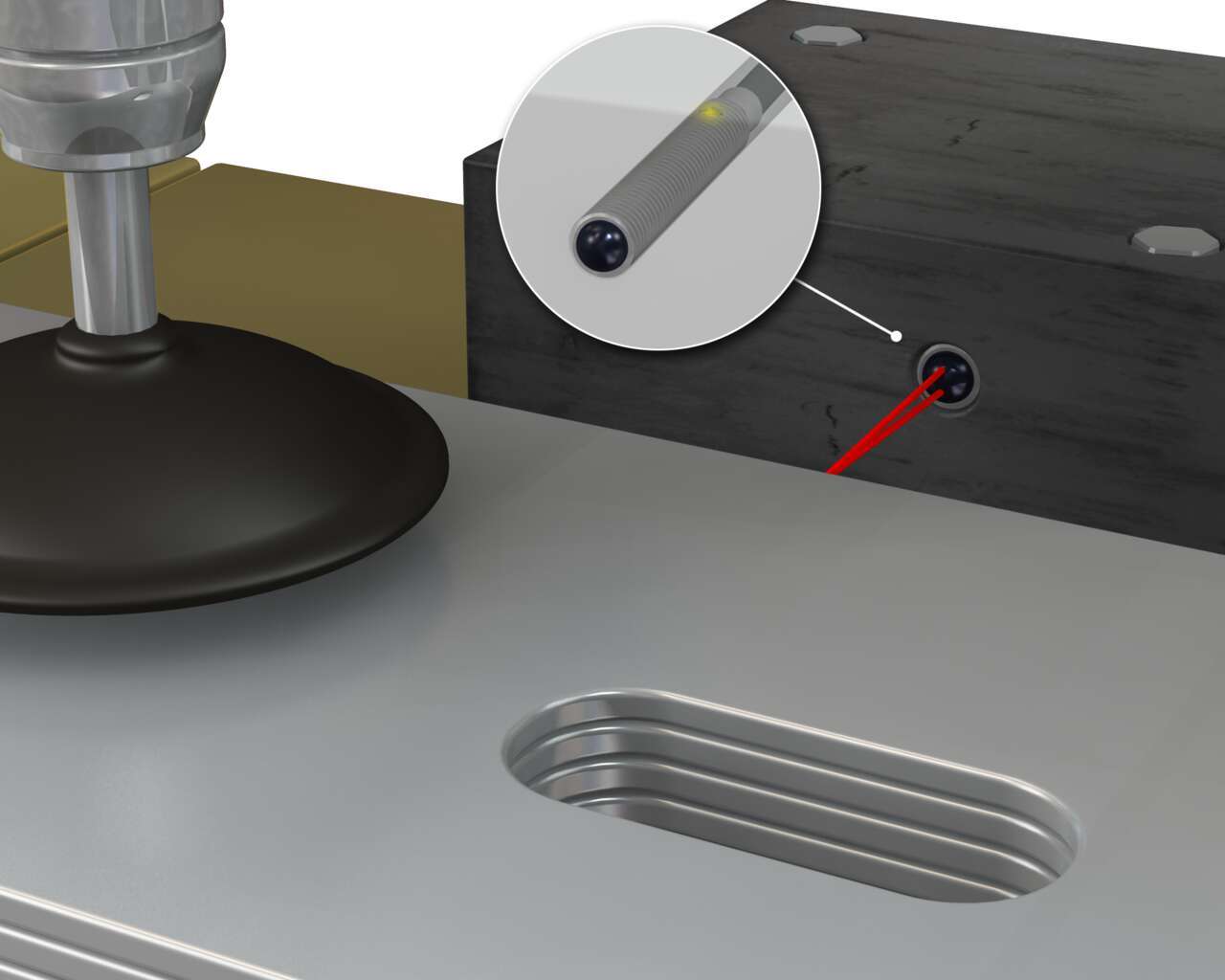
Thread Hole Detection
-

Labeling Detection
-
Flap Detection on Packaged Frozen Dinners
-
Detection of Cap Orientation
-
Counting Memory Sticks
-

Counting Food Cartons for Correct Packaging
-

Monitoring Clear Film in a Tray Sealer
-
Inspection Trigger in Printing
-

Soda Can Flow Control
-

Parts Detection in a Feeder Bowl
-
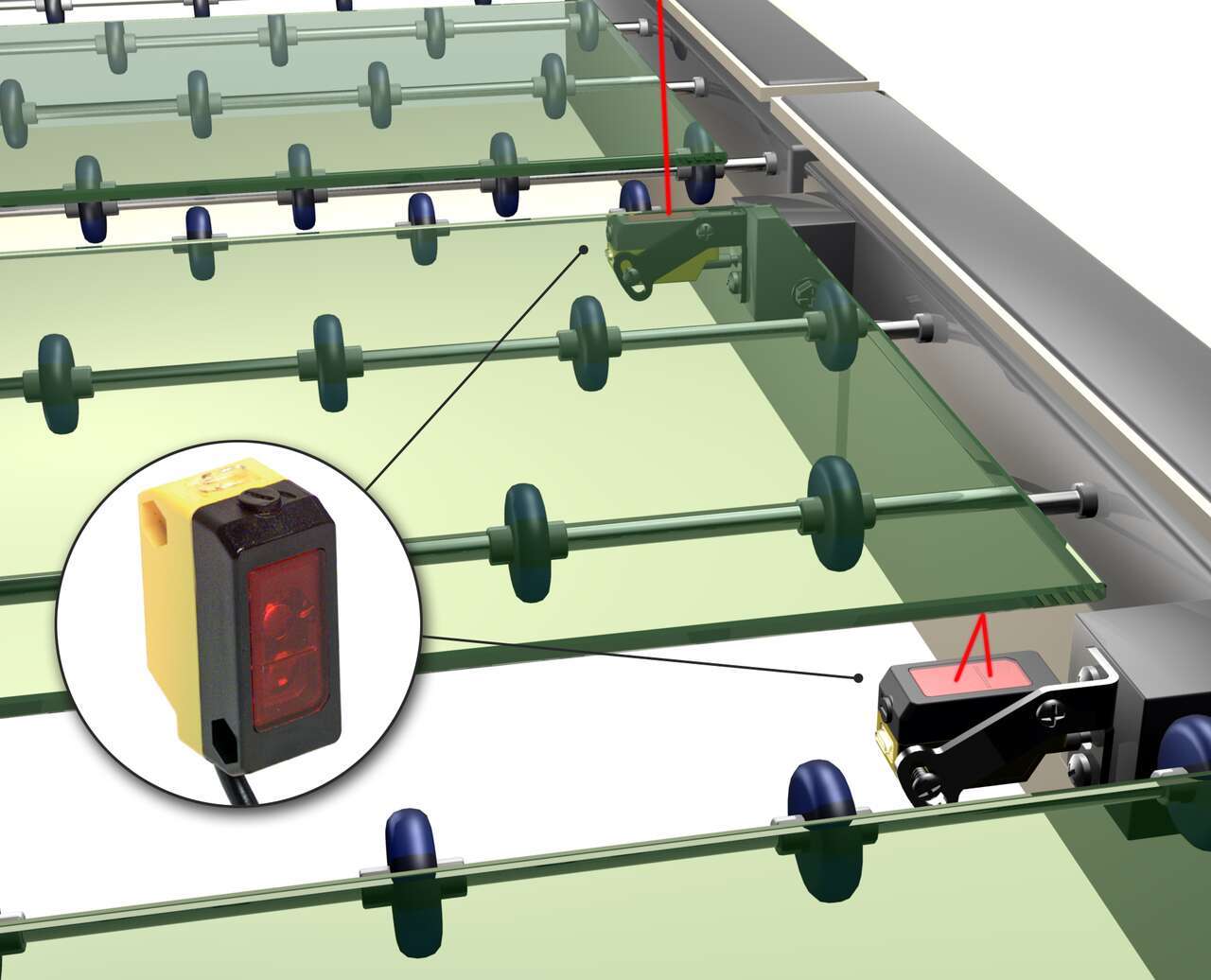
Objects on a Conveyor
-
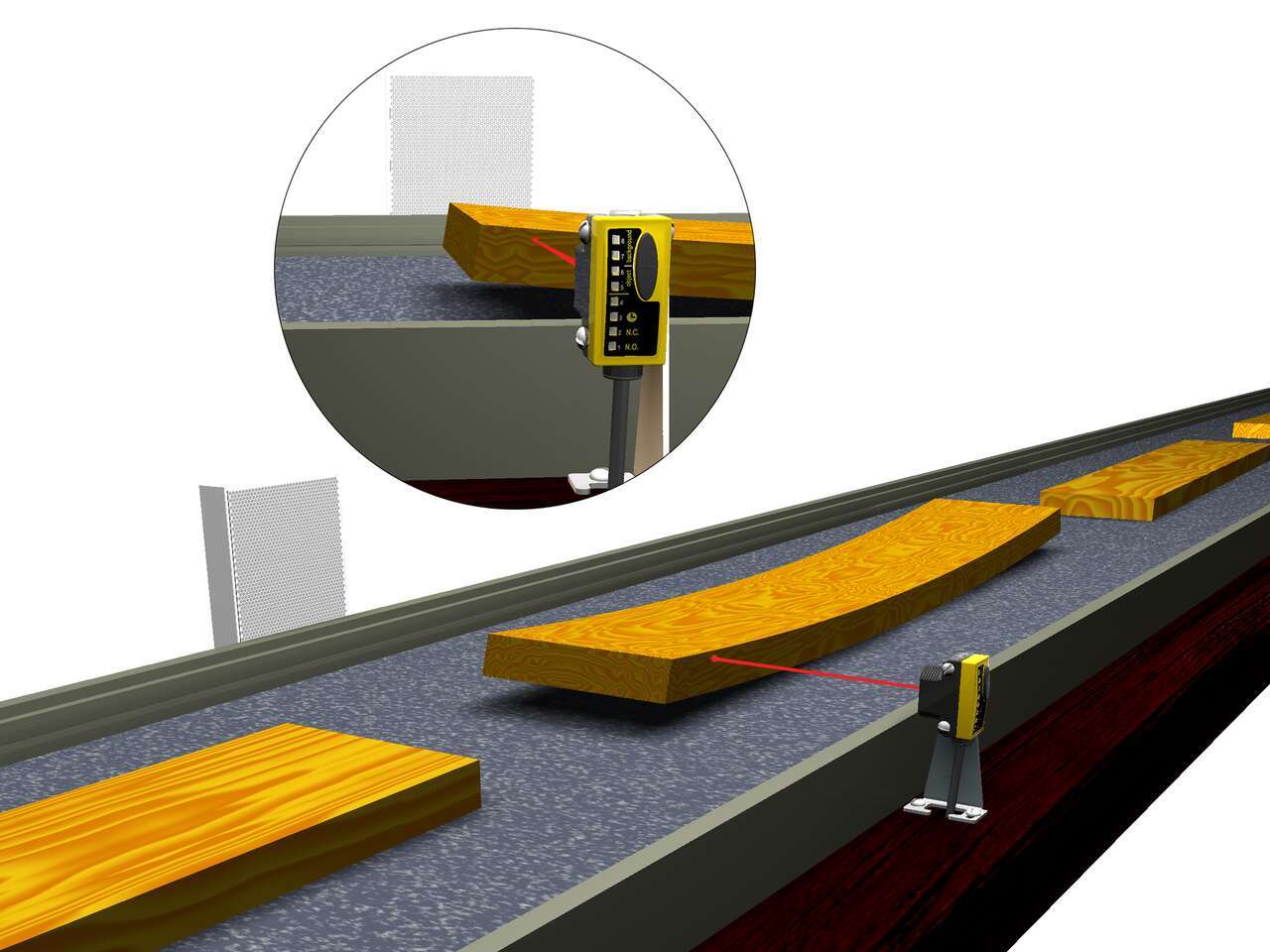
Board Warp Detection with a QS30
-
Black O-Ring Detection
-

Cap Inspection in Confined Areas
-
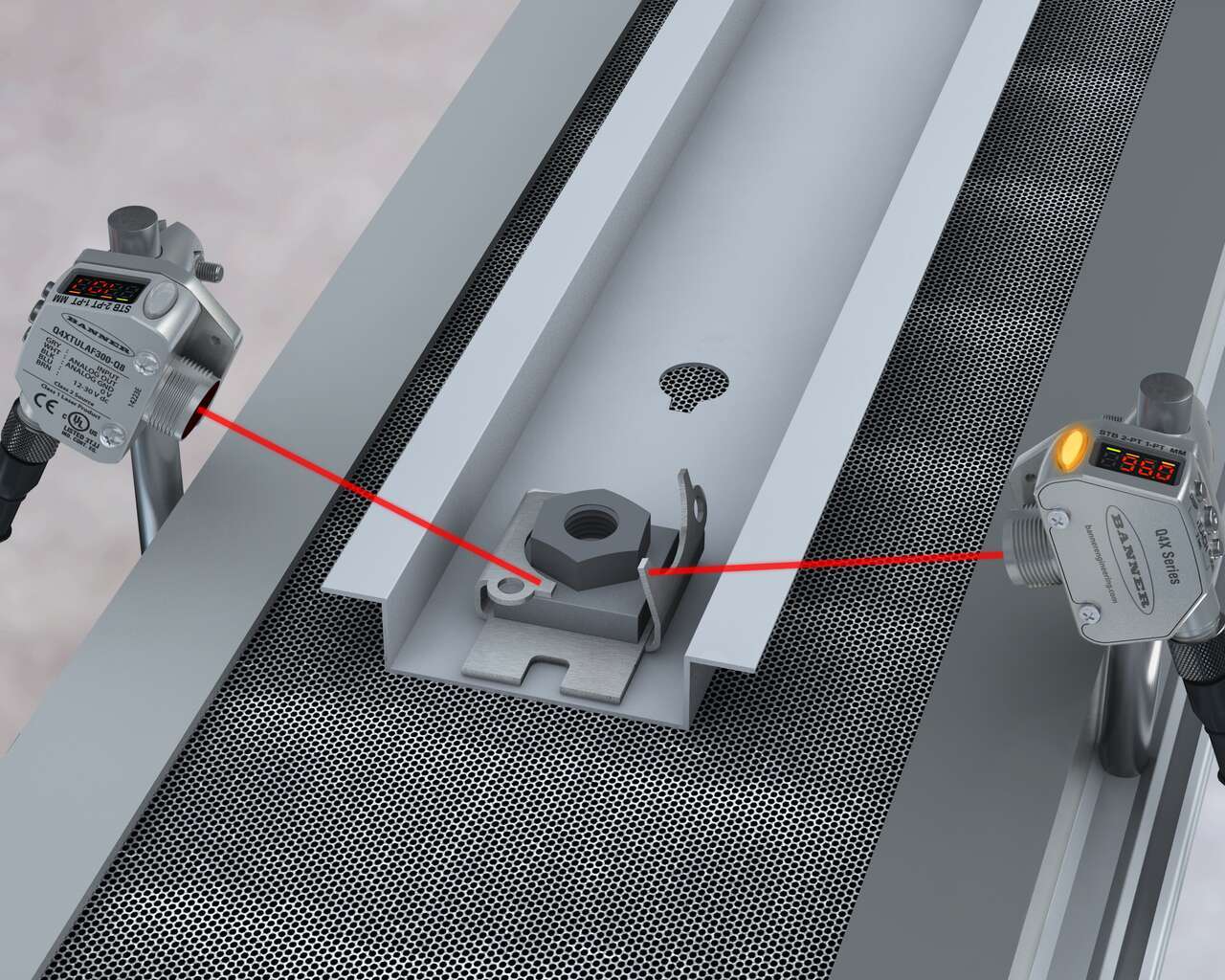
Parts Inspection on a Feeder Bowl Rail
-

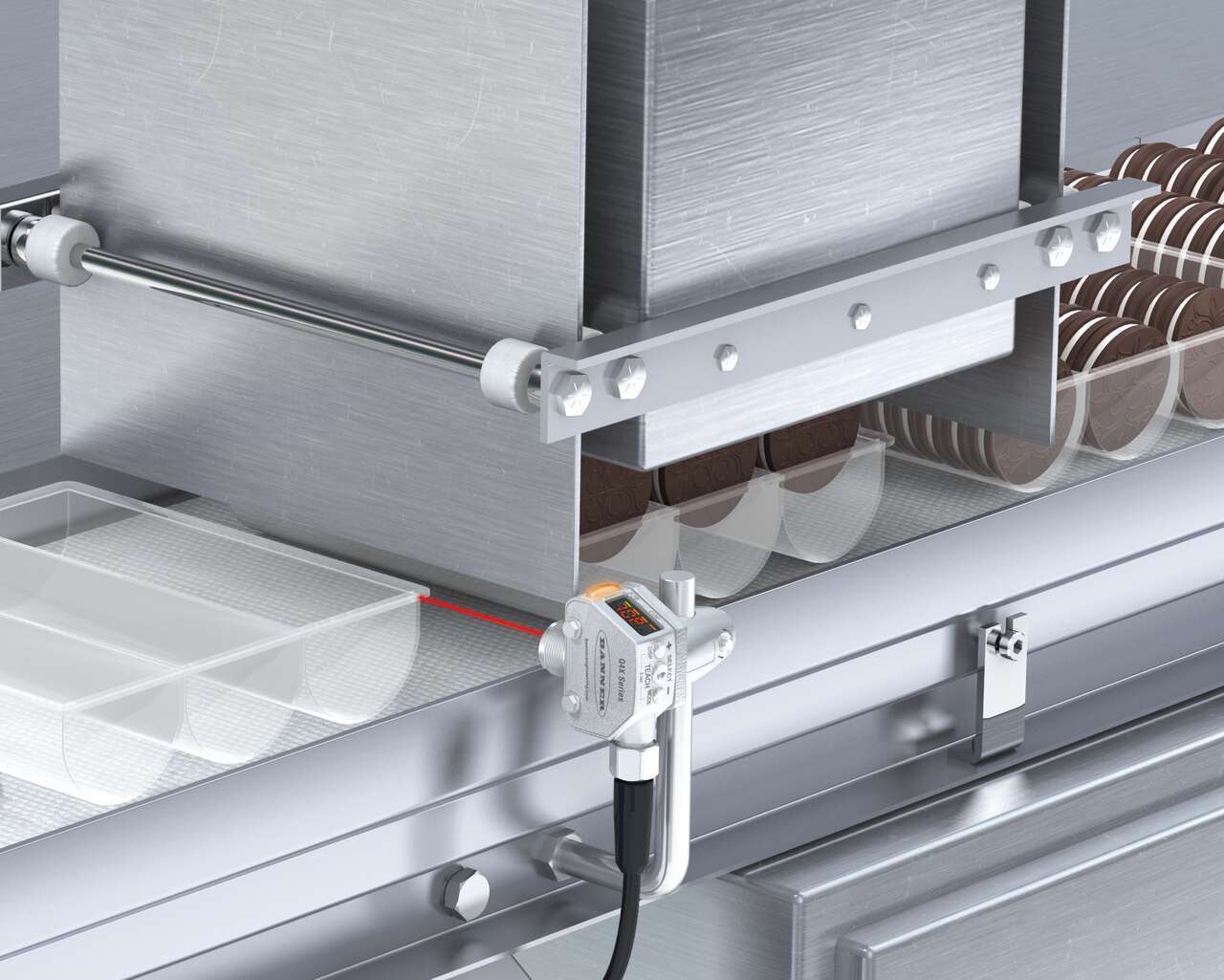
Inspecting for Missing Chocolates on a Packaging Line
-
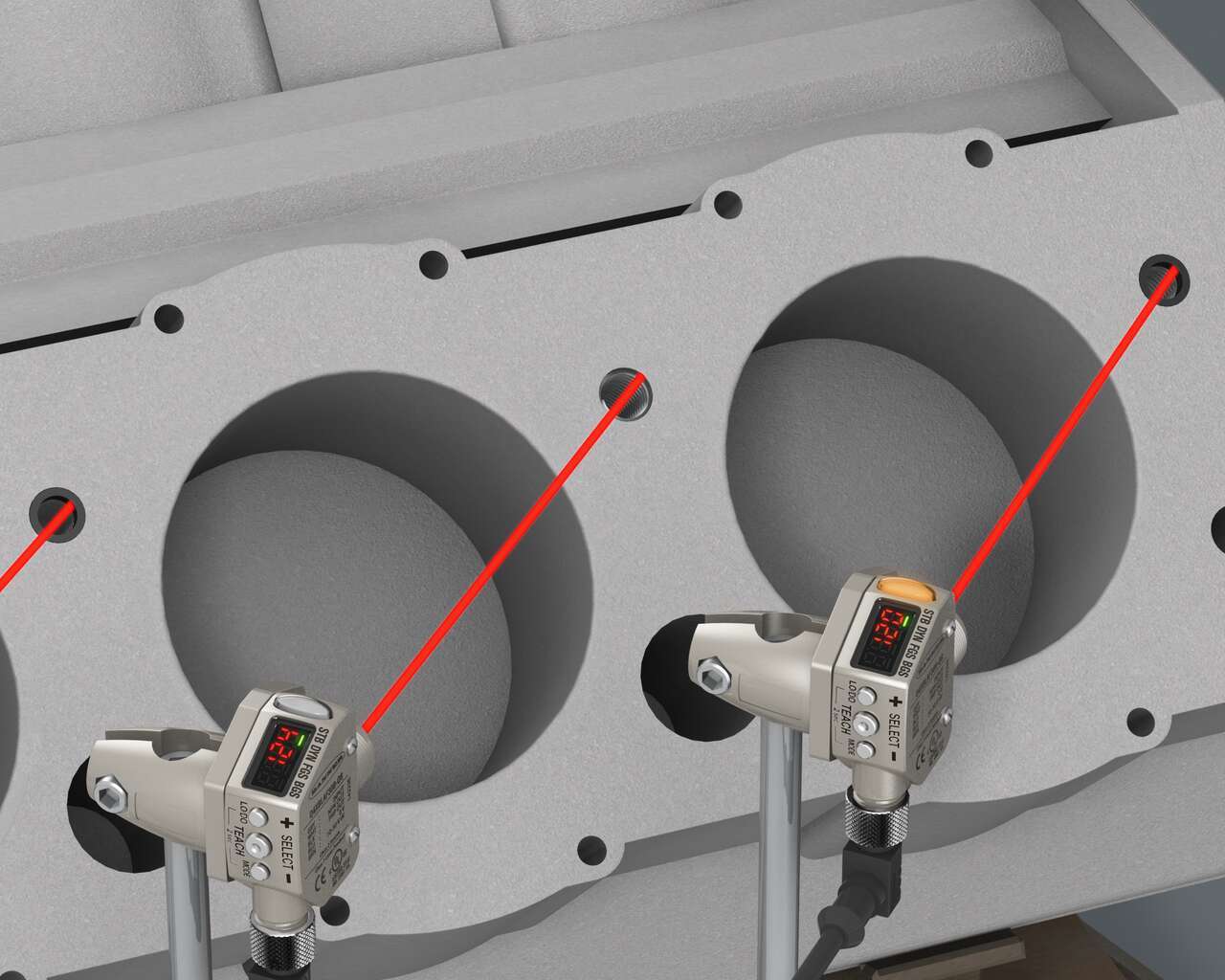
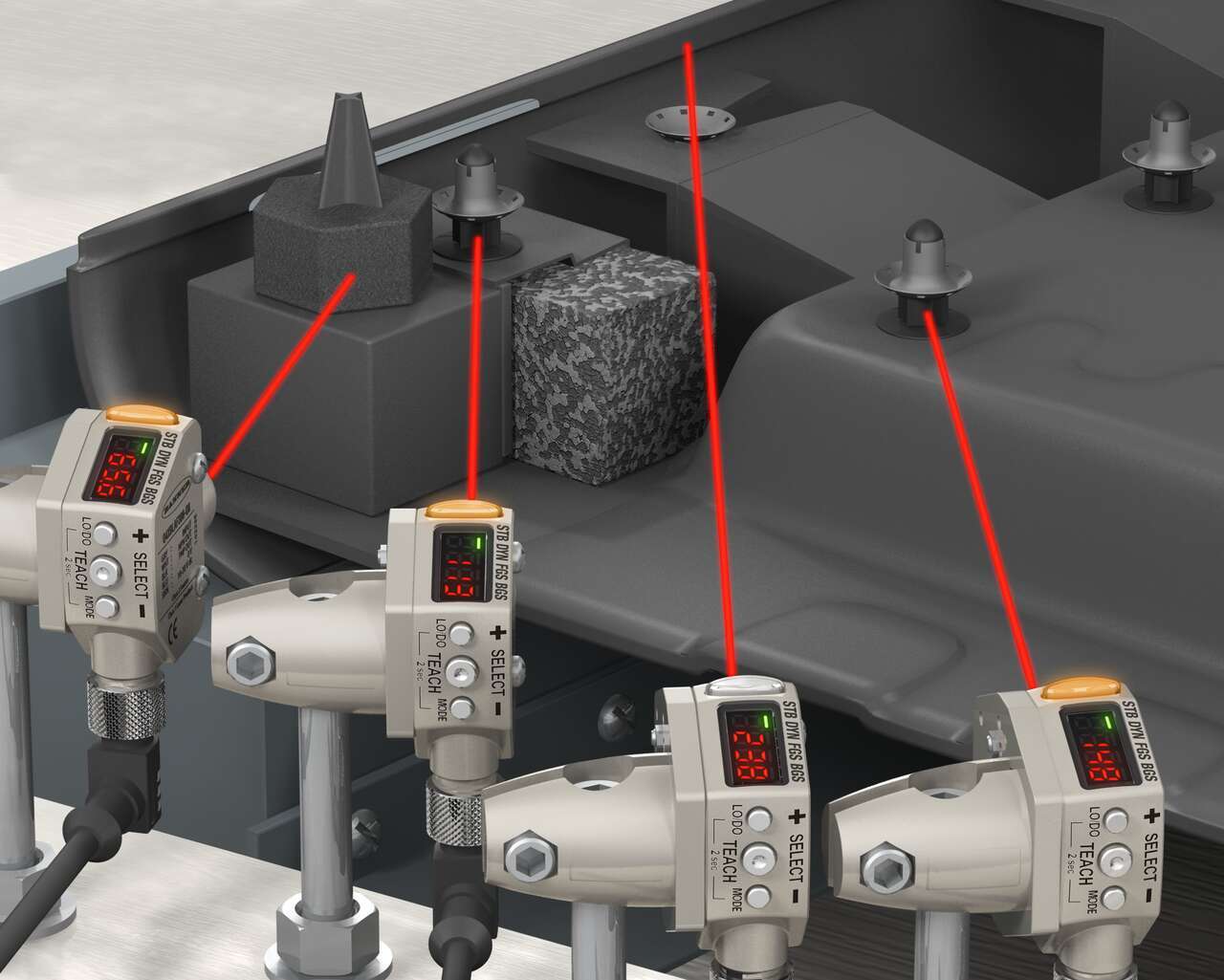
Rubber Washer Detection on Engine Block
-
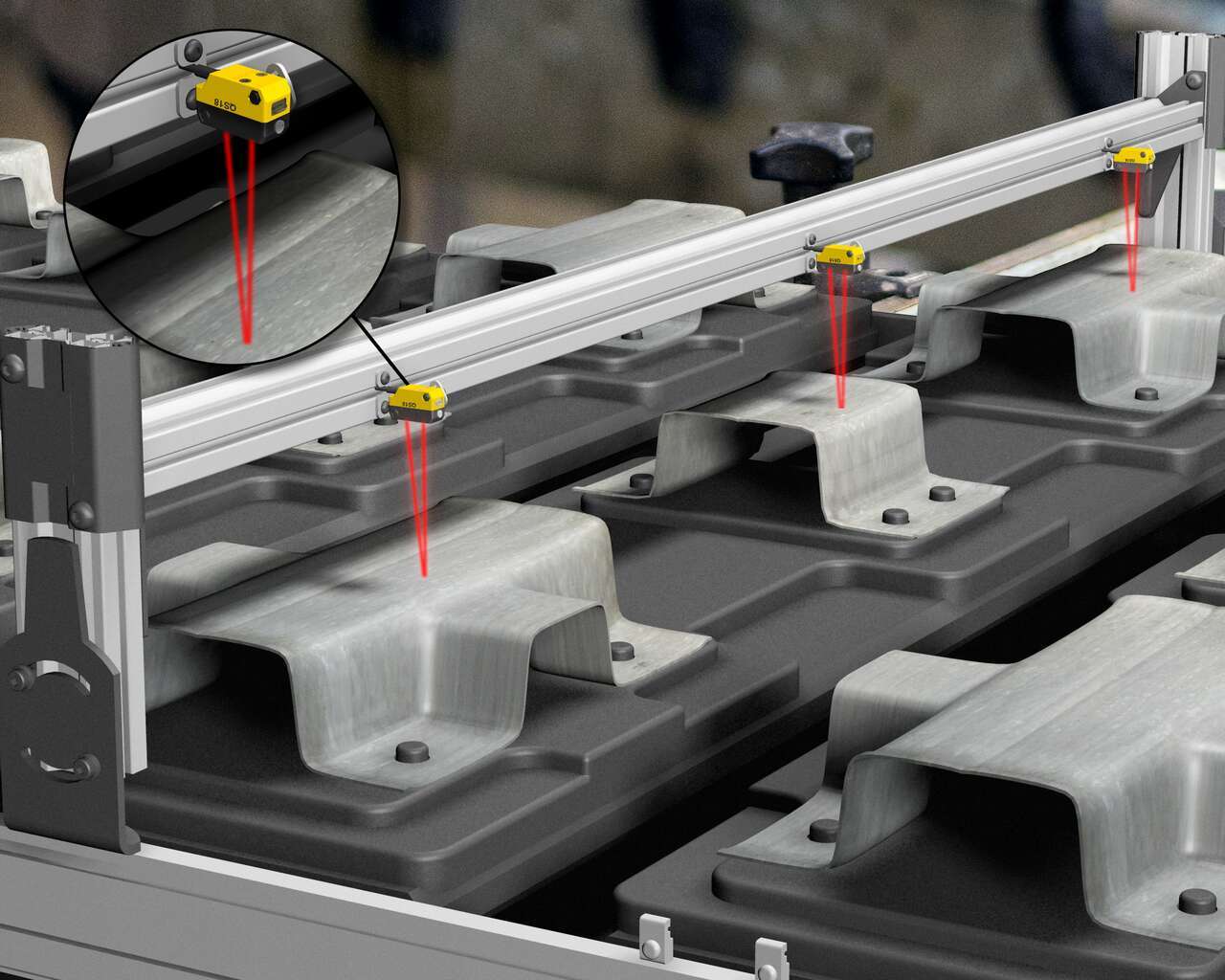
Part-in-Place Verification
-

Package Inspection Using Diffuse-Mode Laser Sensors
-
Refrigerated Breakfast Roll Detection on Multi-Lane Conveyor
-

Detecting Bottle Caps of Various Colors
-
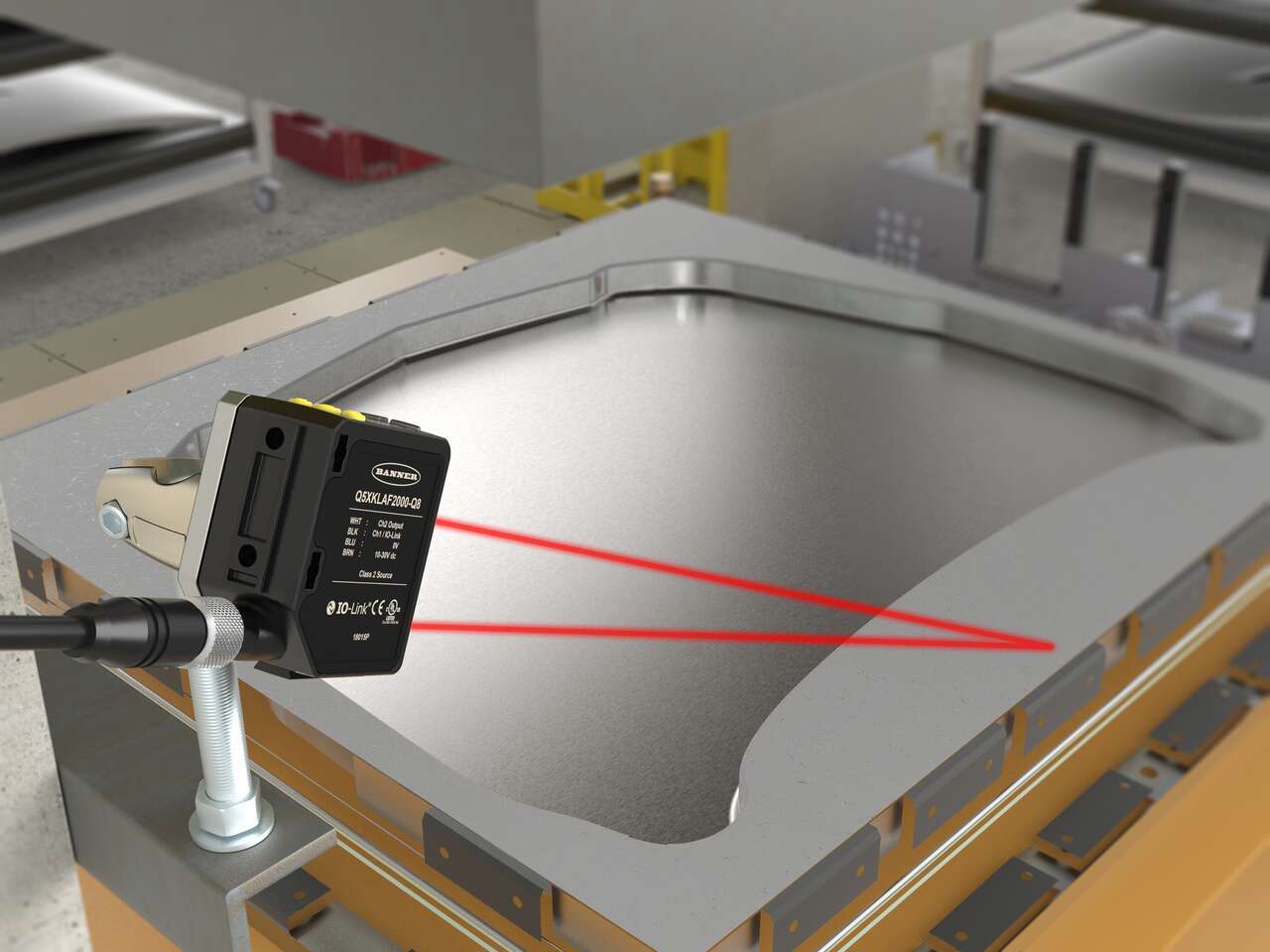
Verifying Metal Sheets on a Stamping Press
-

Track Vials Through an Automated Clinical Laboratory
-

Monitoring Plastic Tray Levels on a Denester Machine
-

Extendable Reach Conveyor
-

Detecting Items On an AC-Powered Conveyor
-
Stack Height Detection of Metal Parts
-
Sortation Auto Induction Station
-

Carton Trigger For Date/Lot Code Printing
-
Bottle Fill Level Detection
-

Conveyor Jam Detection
-

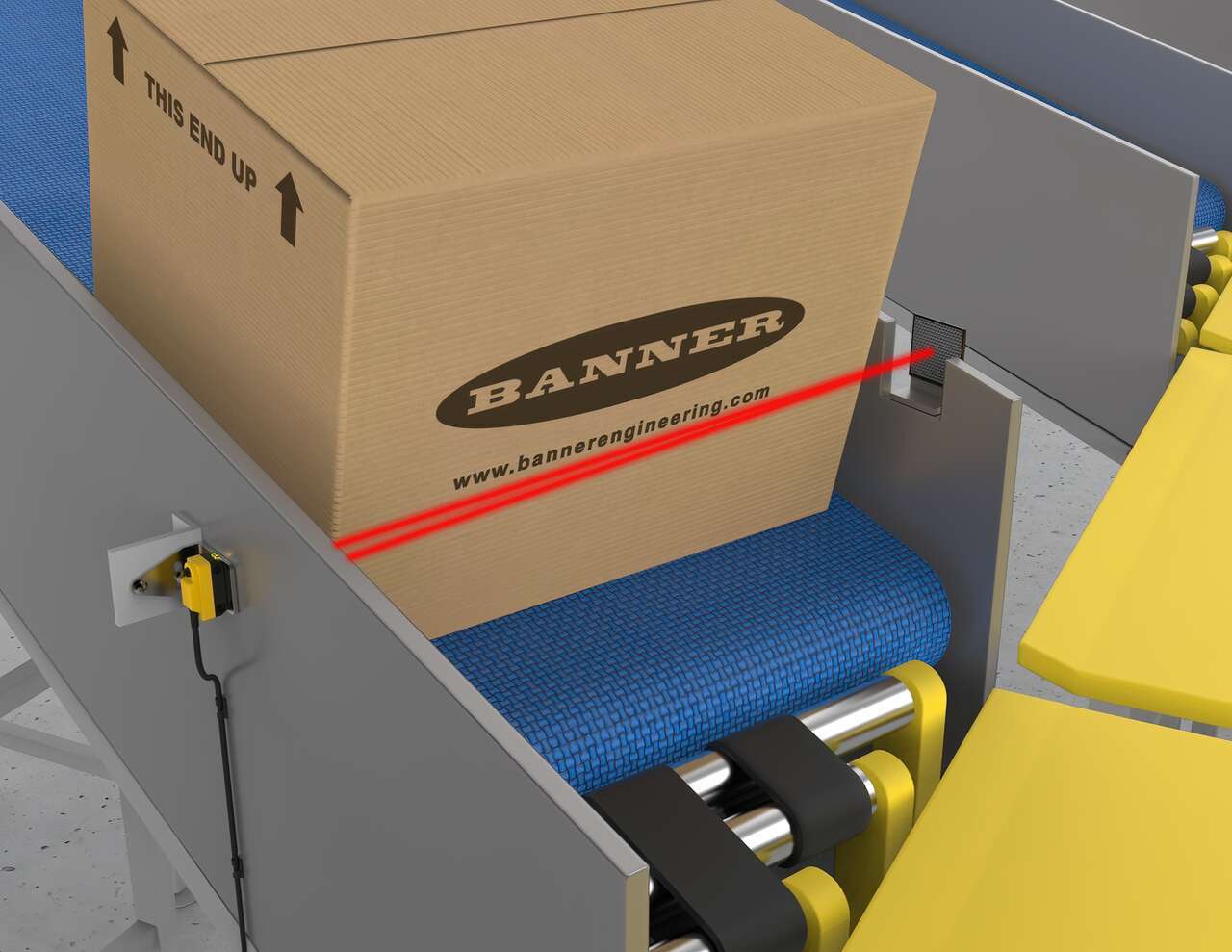
Detecting Different Size Packages on a Conveyor
-

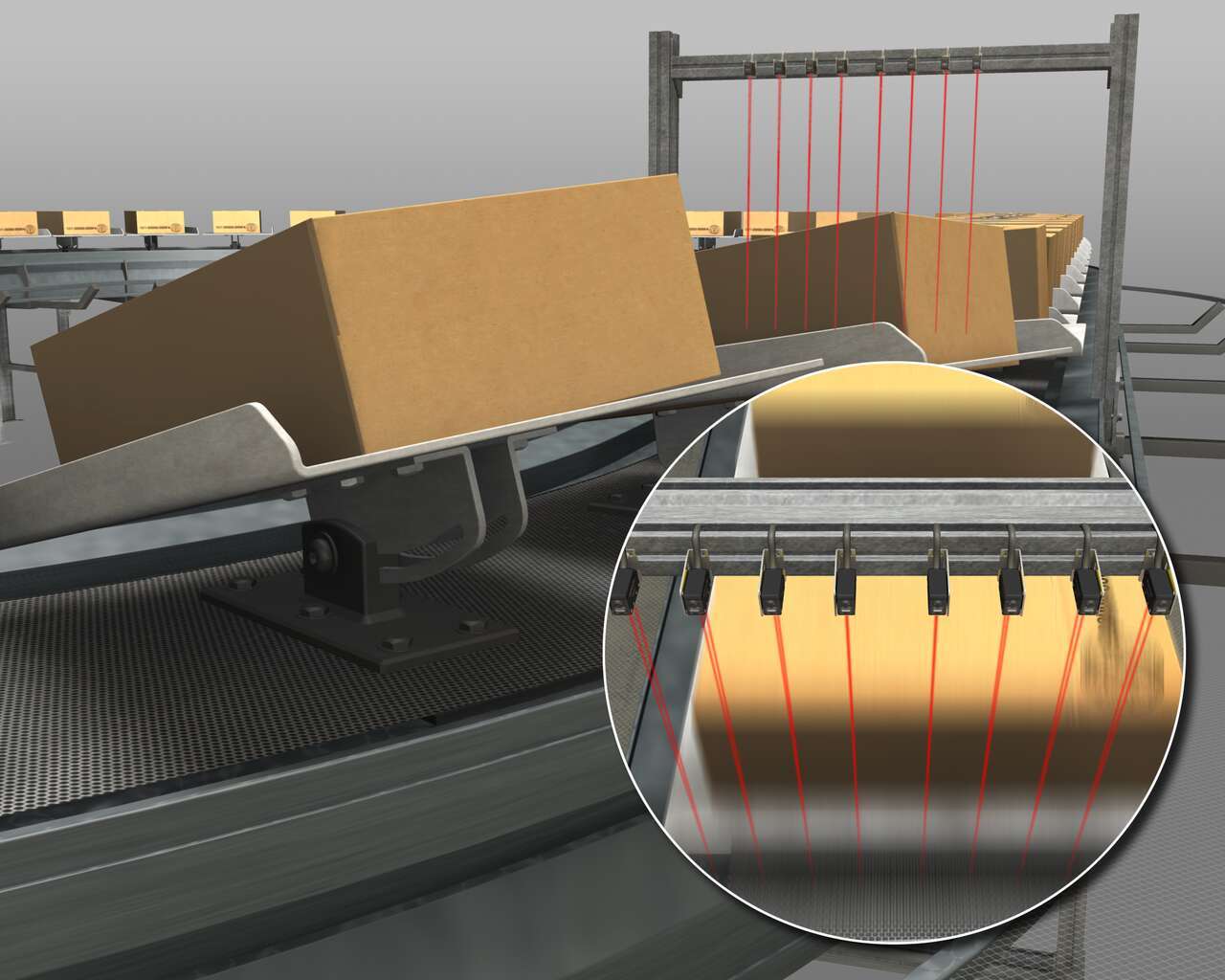
Parcel Collision Avoidance
-
Detecting Glass Panels
-

Medicine Bottle Detection for Filling
-
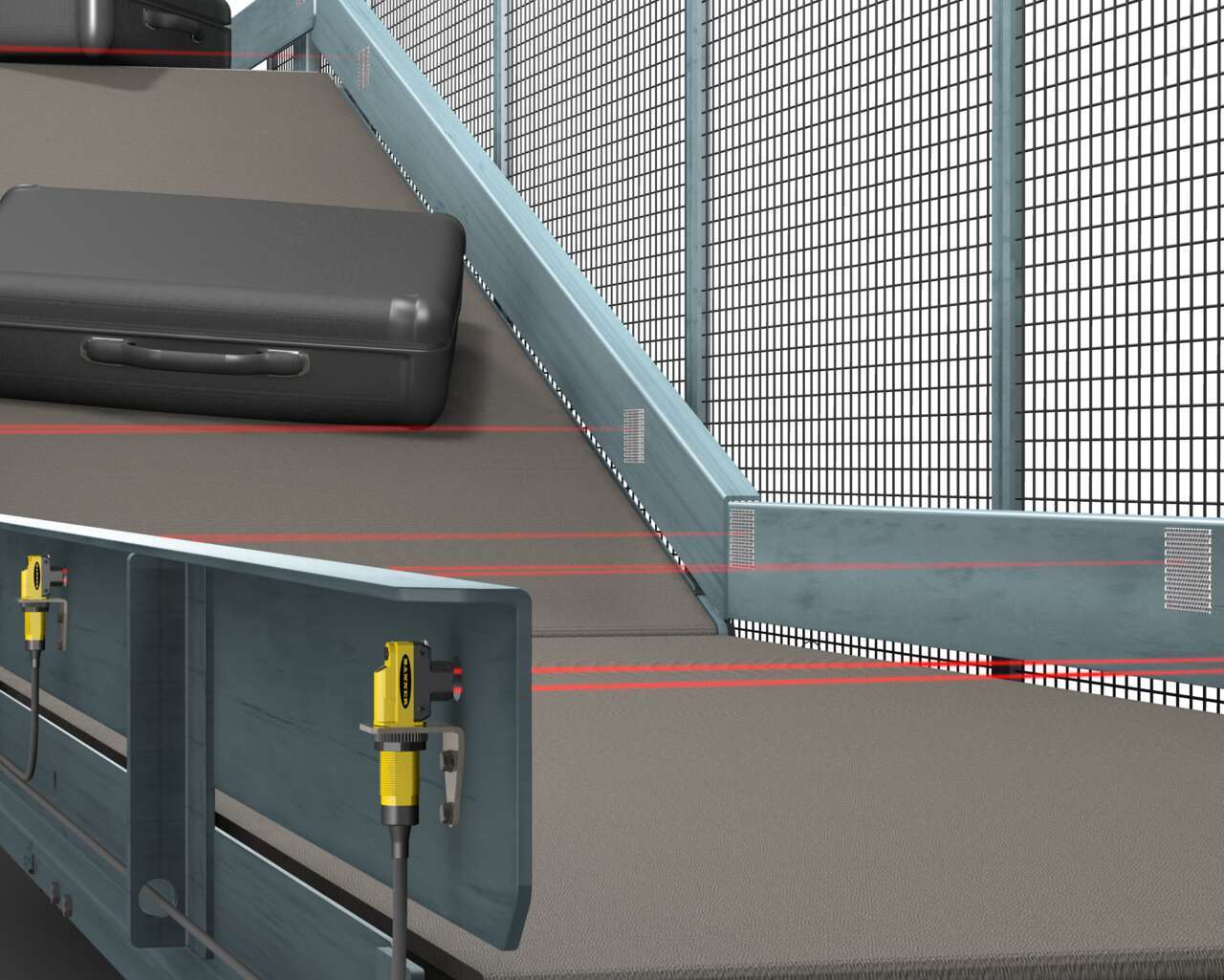
Baggage Handling
-

Fill Level Verification of Water Bottles
-

Mail Sorting for Size
-
Shuttle Tote Positioning
-

Juice Carton Detection
-
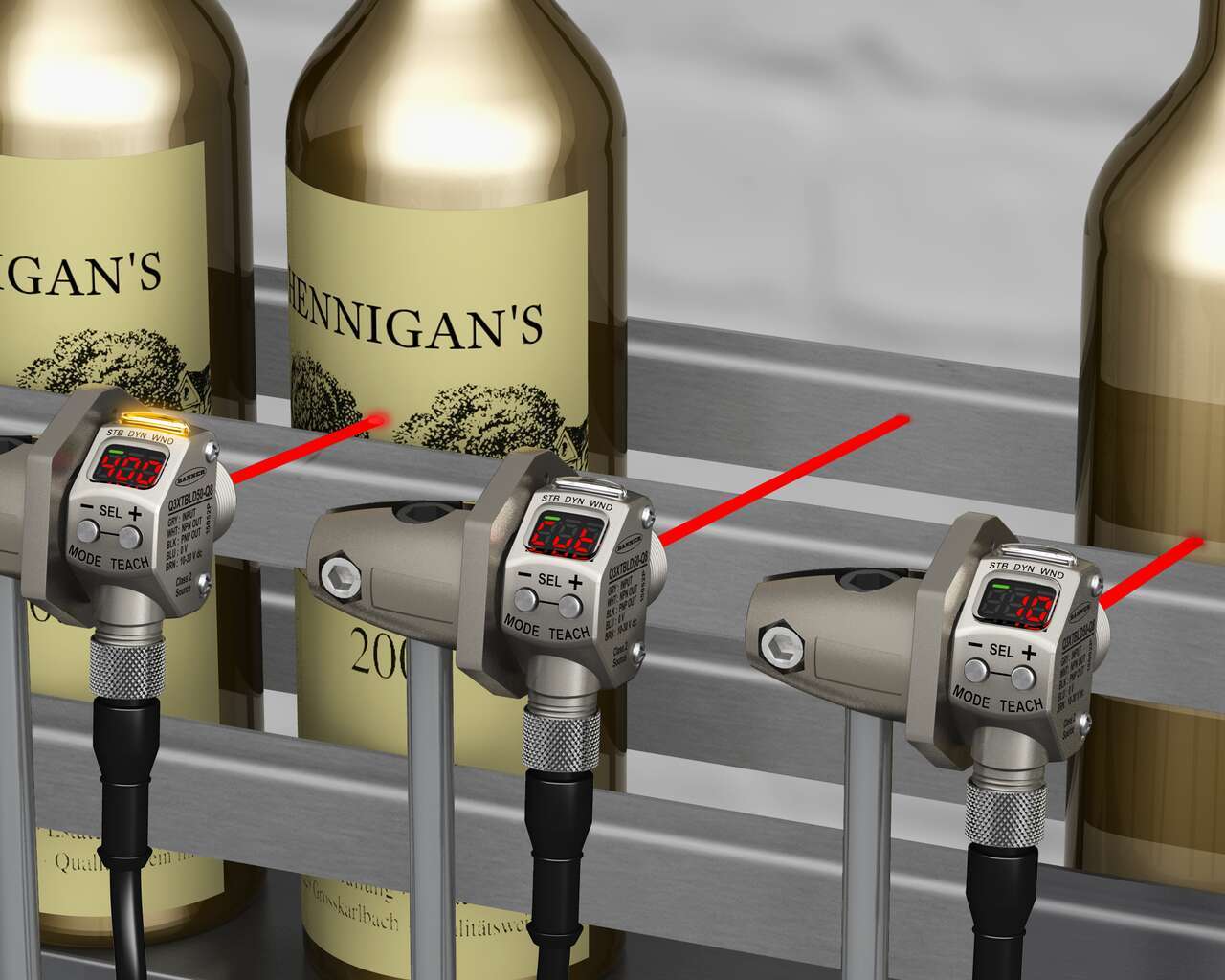
Bottle Label Verification
-

Car Wash
-
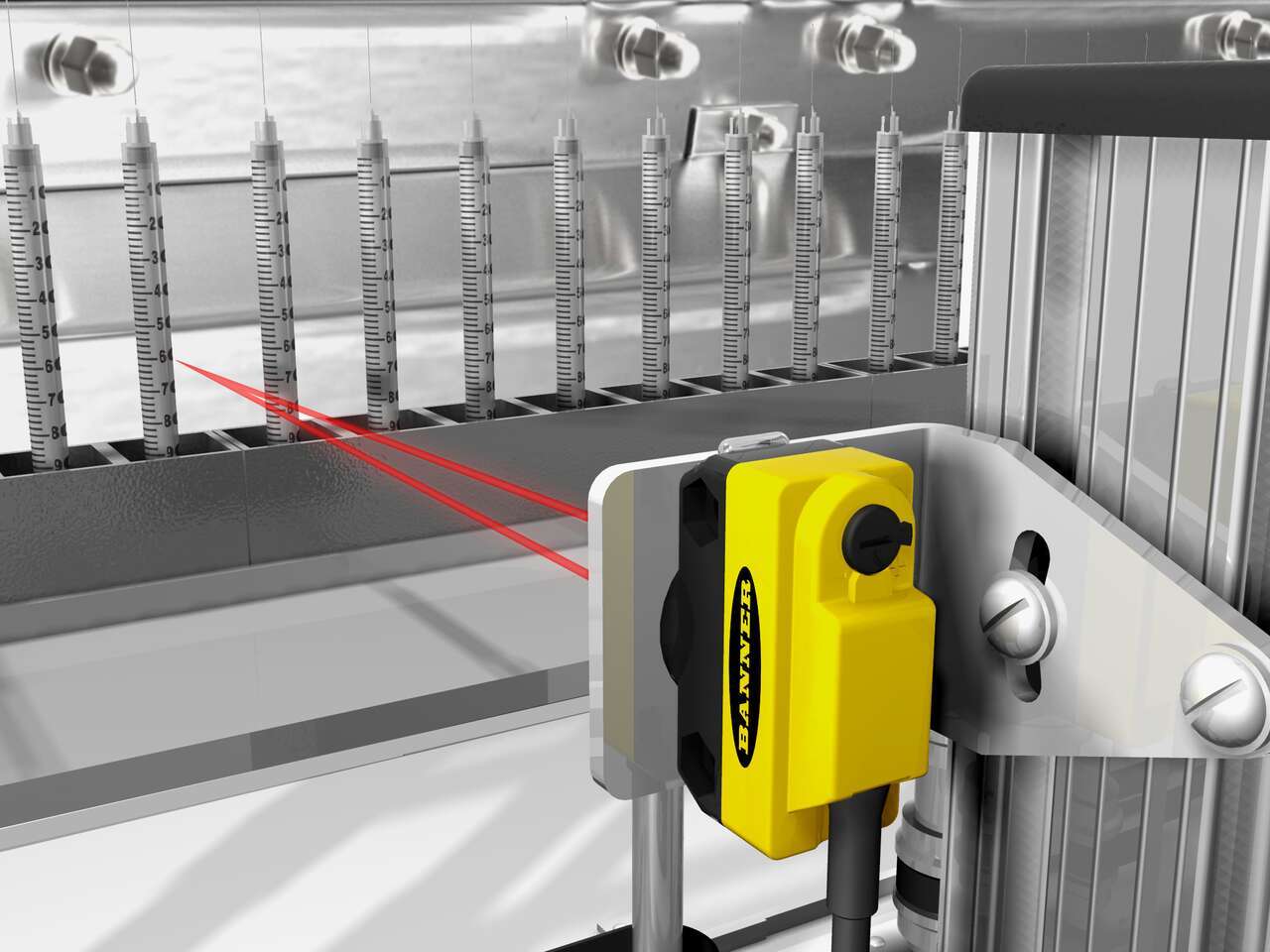
Counting Syringes Using Background Suppression
-

Clear and Reflective Targets
-

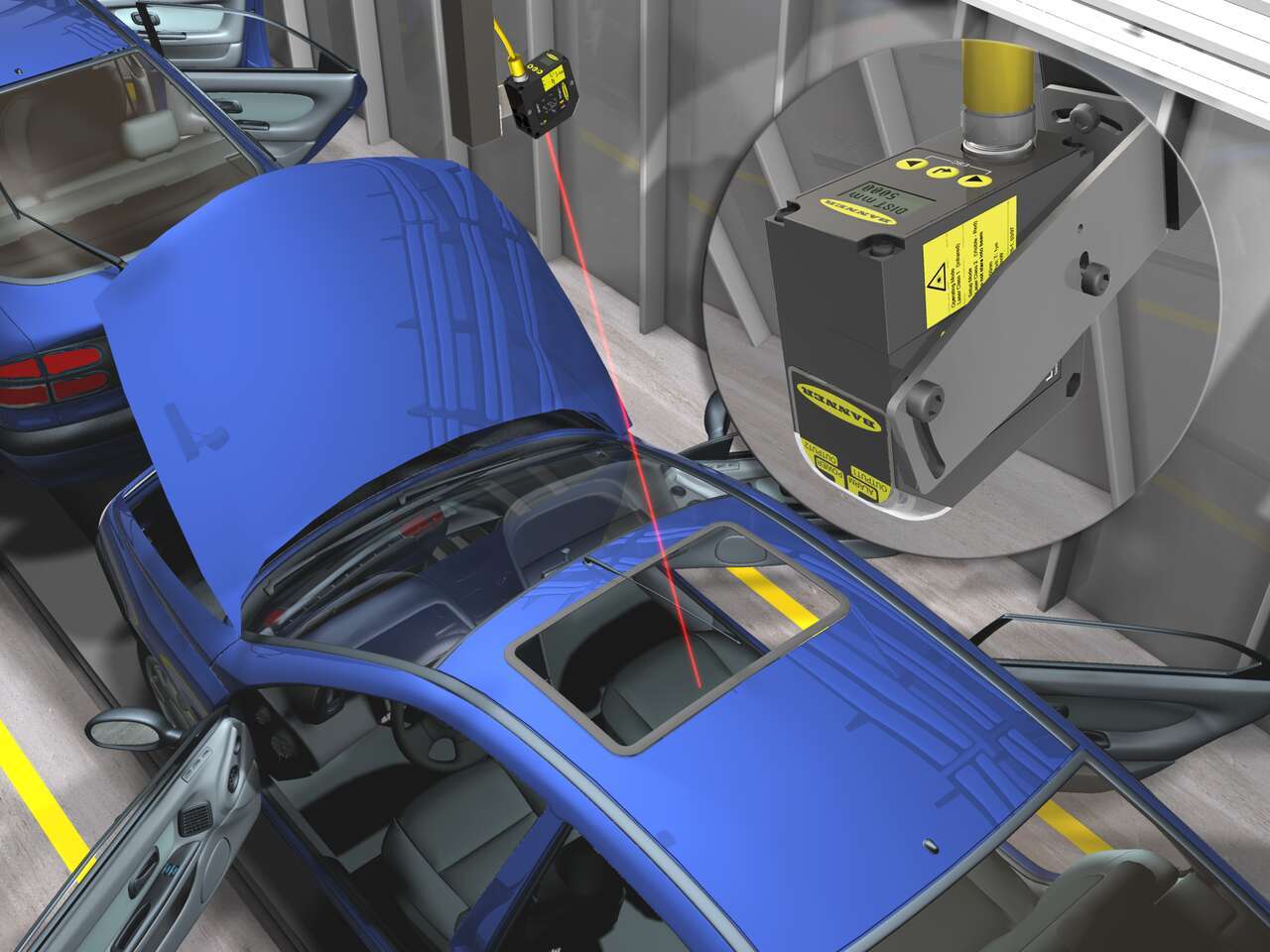
Precise Vehicle Positioning in Extreme Car Wash
-
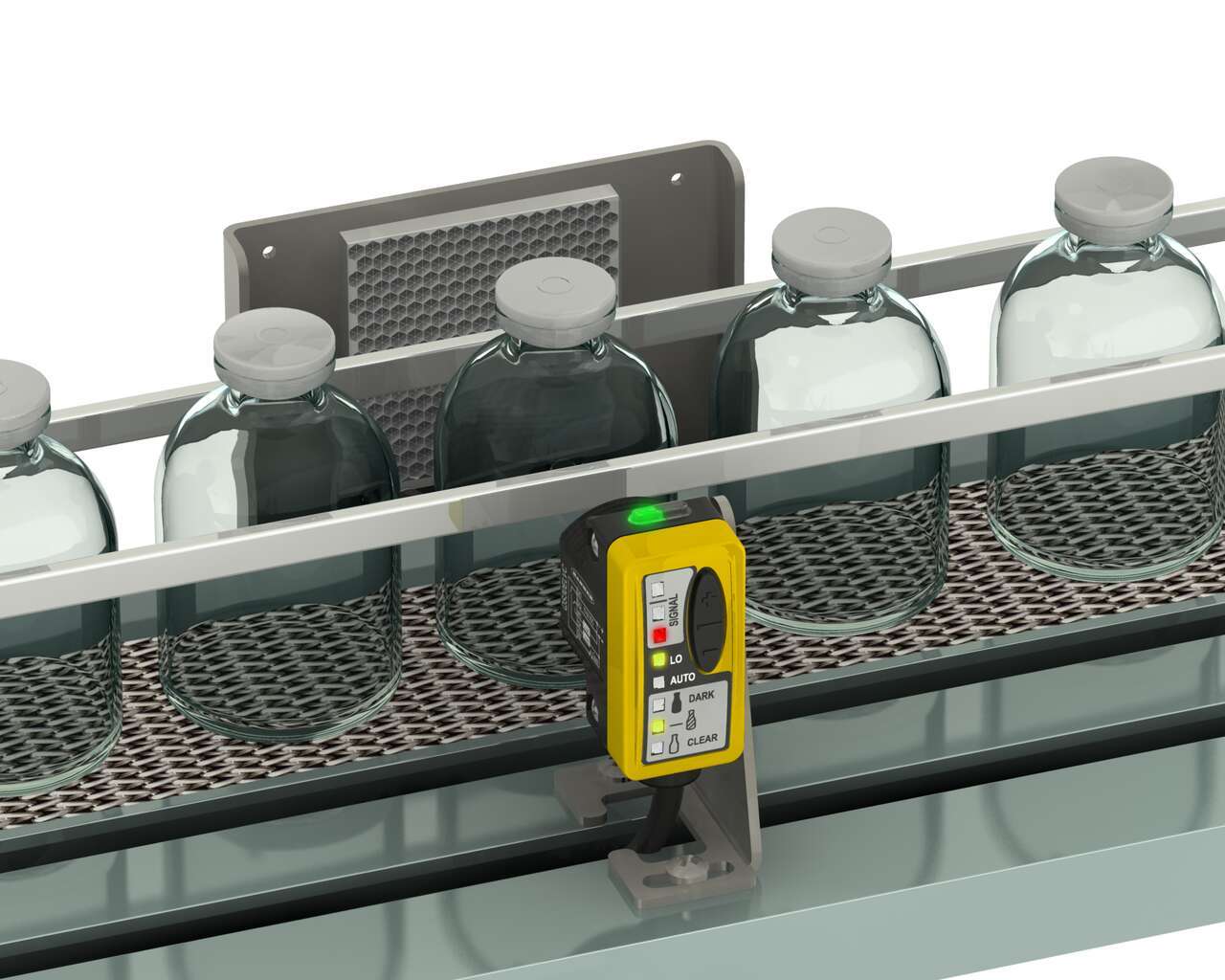
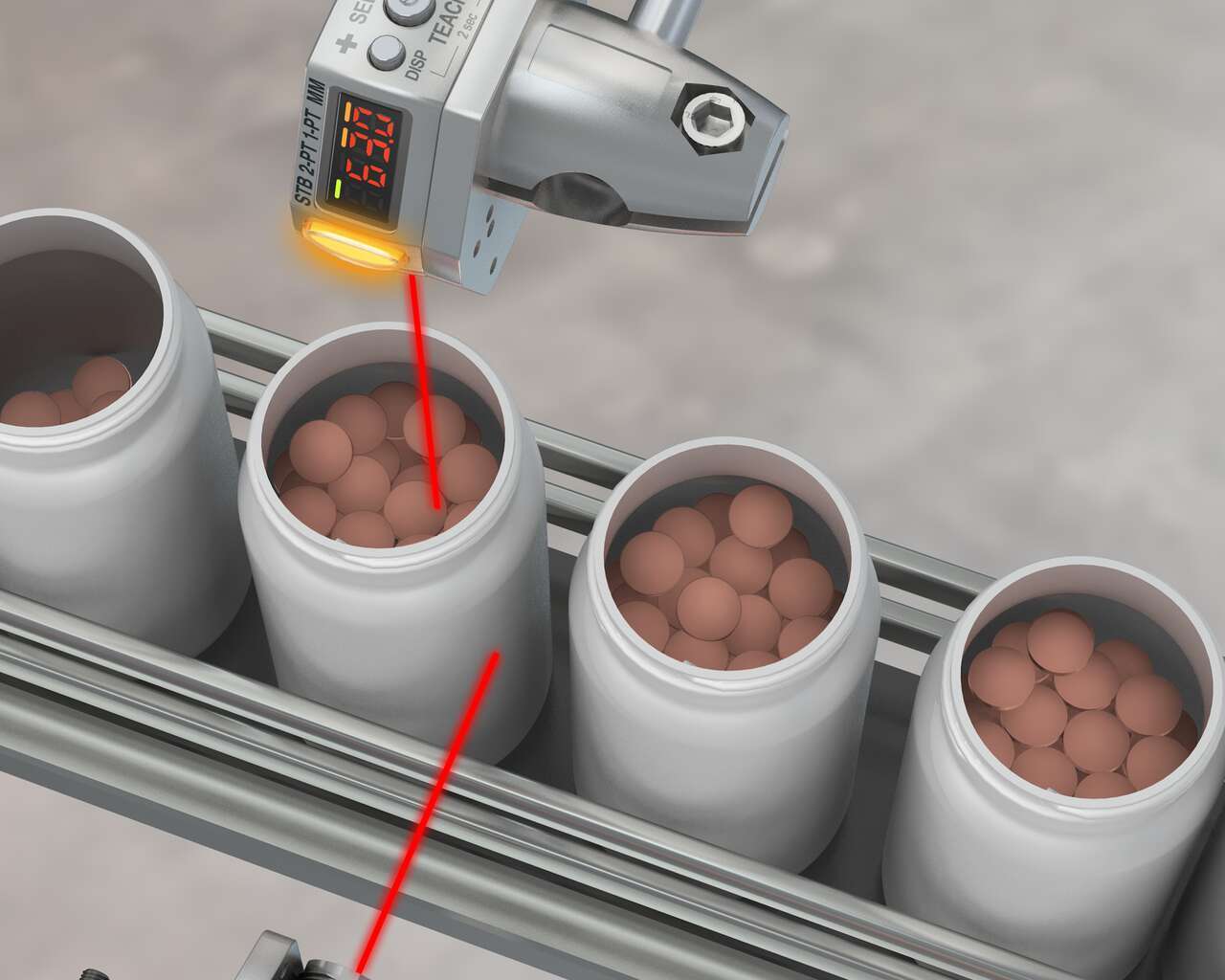
Accurate Counting of Transparent Pharmaceutical Bottles
