
Photoelectric Sensors
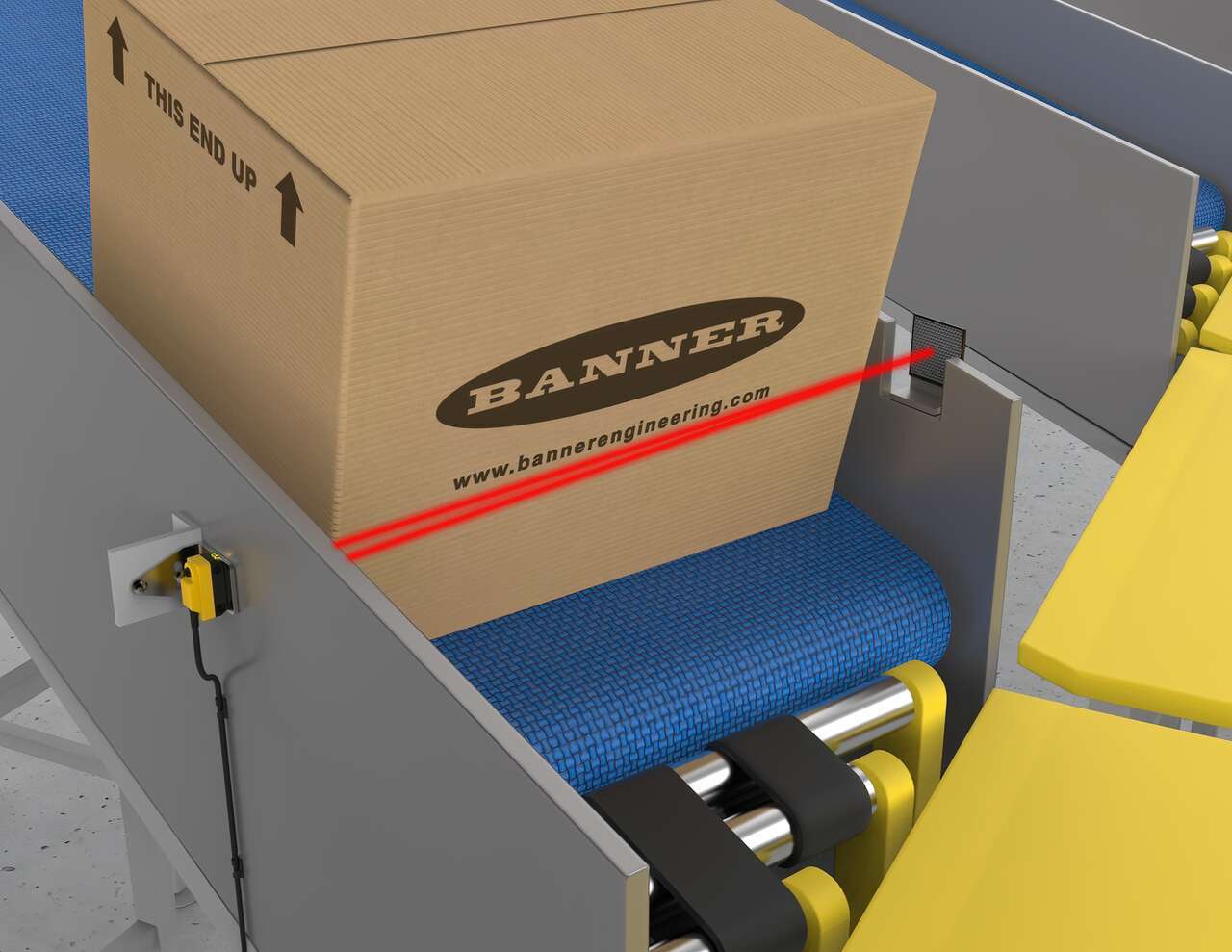
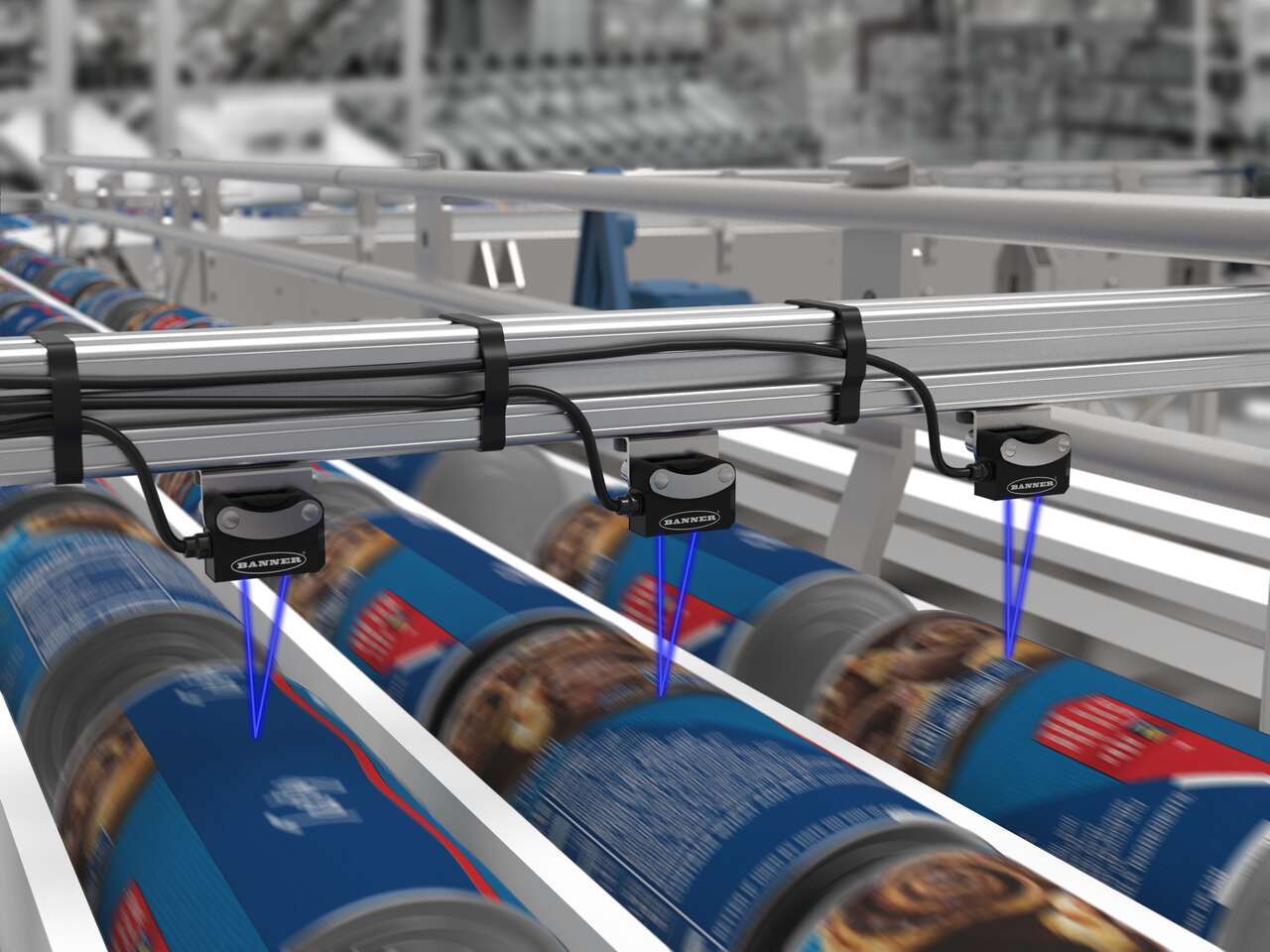
Photoelectric sensors, or photo eyes, emit a beam of light that detects the presence or absence of items and equipment or changes in surface conditions.
| Series Image | Series Name | Opposed Range (m) | Non-polarized Retroreflective Range (m) | Polarized Retroreflective Range (m) | Laser Polarized Retroreflective Range (m) | Diffuse Range (mm) | Fixed-Field Range (mm) | Adjustable-Field Range (mm) | Type of Emitter | Housing Material | IP Rating | Response Time (μs) | Operating Temperature | IO-Link | Clear Object Detection |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
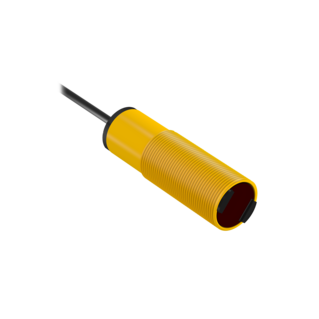
Series Image  |
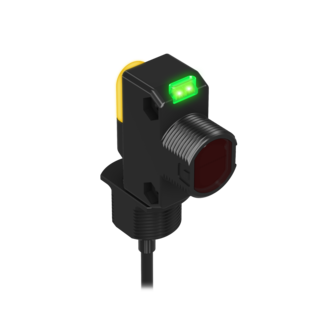
Series Name QS18 | Opposed Range (m) 20 | Non-polarized Retroreflective Range (m) 6.5 | Polarized Retroreflective Range (m) 3.5 | Laser Polarized Retroreflective Range (m) 10 | Diffuse Range (mm) 600 | Fixed-Field Range (mm) 200 | Adjustable-Field Range (mm) 350 | Type of Emitter LED and Laser | Housing Material Plastic | IP Rating IP67 | Response Time (μs) 600–800 | Operating Temperature -20 to +70 °C | IO-Link ✅ YES | Clear Object Detection ✅ YES |
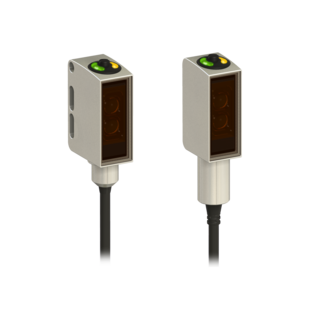
Series Image  |
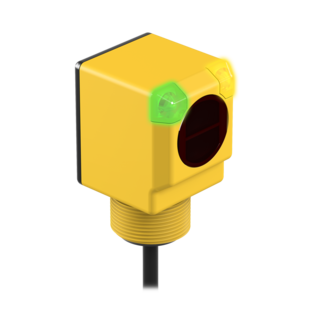
Series Name Q20 | Opposed Range (m) 20 | Non-polarized Retroreflective Range (m) 6 | Polarized Retroreflective Range (m) 4 | Laser Polarized Retroreflective Range (m) — | Diffuse Range (mm) 1500 | Fixed-Field Range (mm) 150 | Adjustable-Field Range (mm) 400 | Type of Emitter LED | Housing Material Plastic | IP Rating IP67 | Response Time (μs) 850–1000 | Operating Temperature -20 to +60 °C | IO-Link ✅ YES | Clear Object Detection 🚫 NO |
Series Image  |
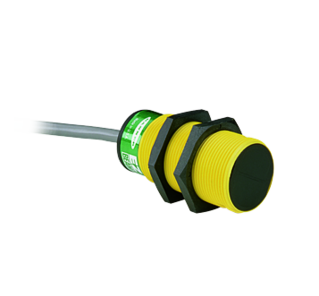
Series Name QS30 | Opposed Range (m) 60 | Non-polarized Retroreflective Range (m) 12 | Polarized Retroreflective Range (m) 8 | Laser Polarized Retroreflective Range (m) 18 | Diffuse Range (mm) 1400 | Fixed-Field Range (mm) 600 | Adjustable-Field Range (mm) 600 | Type of Emitter LED and Laser | Housing Material Plastic | IP Rating IP67 | Response Time (μs) 2000–5000 | Operating Temperature -20 to +70 °C | IO-Link 🚫 NO | Clear Object Detection ✅ YES |
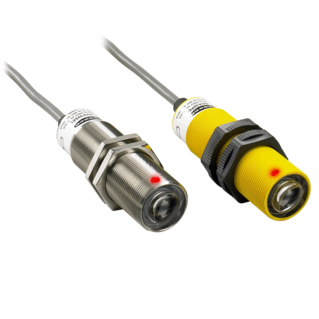
Series Image  |
Series Name T18-2 | Opposed Range (m) 25 | Non-polarized Retroreflective Range (m) — | Polarized Retroreflective Range (m) 6 | Laser Polarized Retroreflective Range (m) — | Diffuse Range (mm) 750 | Fixed-Field Range (mm) 200 | Adjustable-Field Range (mm) — | Type of Emitter LED | Housing Material Plastic | IP Rating IP67, IP68, IP69K | Response Time (μs) 1500–2000 | Operating Temperature -40 to +70 °C | IO-Link 🚫 NO | Clear Object Detection 🚫 NO |
Series Image  |
Series Name Q3X | Opposed Range (m) — | Non-polarized Retroreflective Range (m) — | Polarized Retroreflective Range (m) — | Laser Polarized Retroreflective Range (m) — | Diffuse Range (mm) 300 | Fixed-Field Range (mm) 200 | Adjustable-Field Range (mm) — | Type of Emitter Laser | Housing Material Metal | IP Rating IP67, IP68, IP69K | Response Time (μs) 250 | Operating Temperature -10 to +50 °C | IO-Link 🚫 NO | Clear Object Detection 🚫 NO |
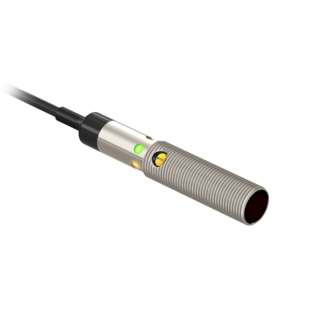
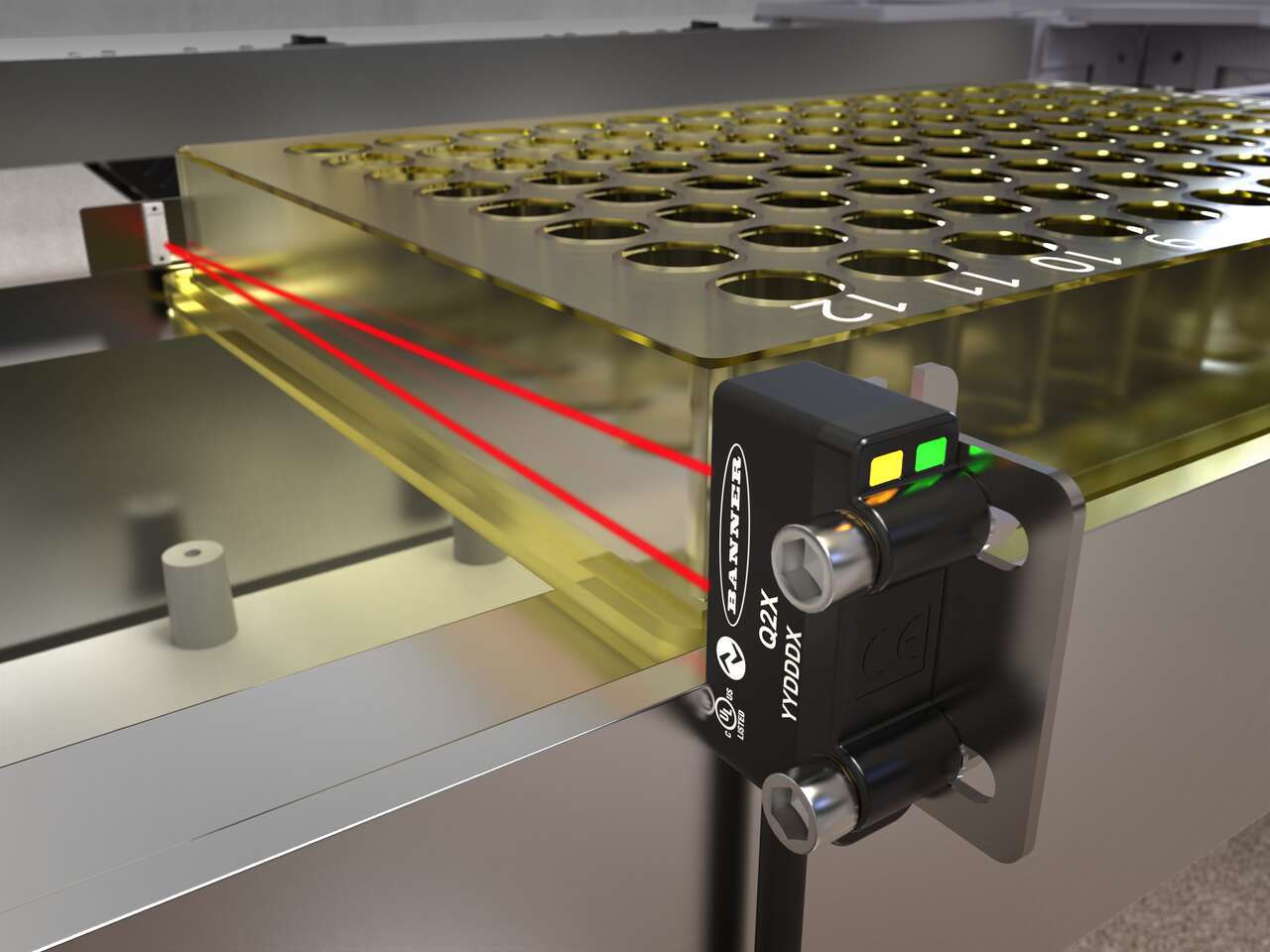
Series Image  |
Series Name Q2X | Opposed Range (m) 3 | Non-polarized Retroreflective Range (m) — | Polarized Retroreflective Range (m) 3.3 | Laser Polarized Retroreflective Range (m) — | Diffuse Range (mm) — | Fixed-Field Range (mm) 50 | Adjustable-Field Range (mm) 3000 | Type of Emitter LED and Laser | Housing Material Plastic | IP Rating IP67 | Response Time (μs) 600–100,000 | Operating Temperature -25 to +50 °C | IO-Link ✅ YES | Clear Object Detection ✅ YES |







































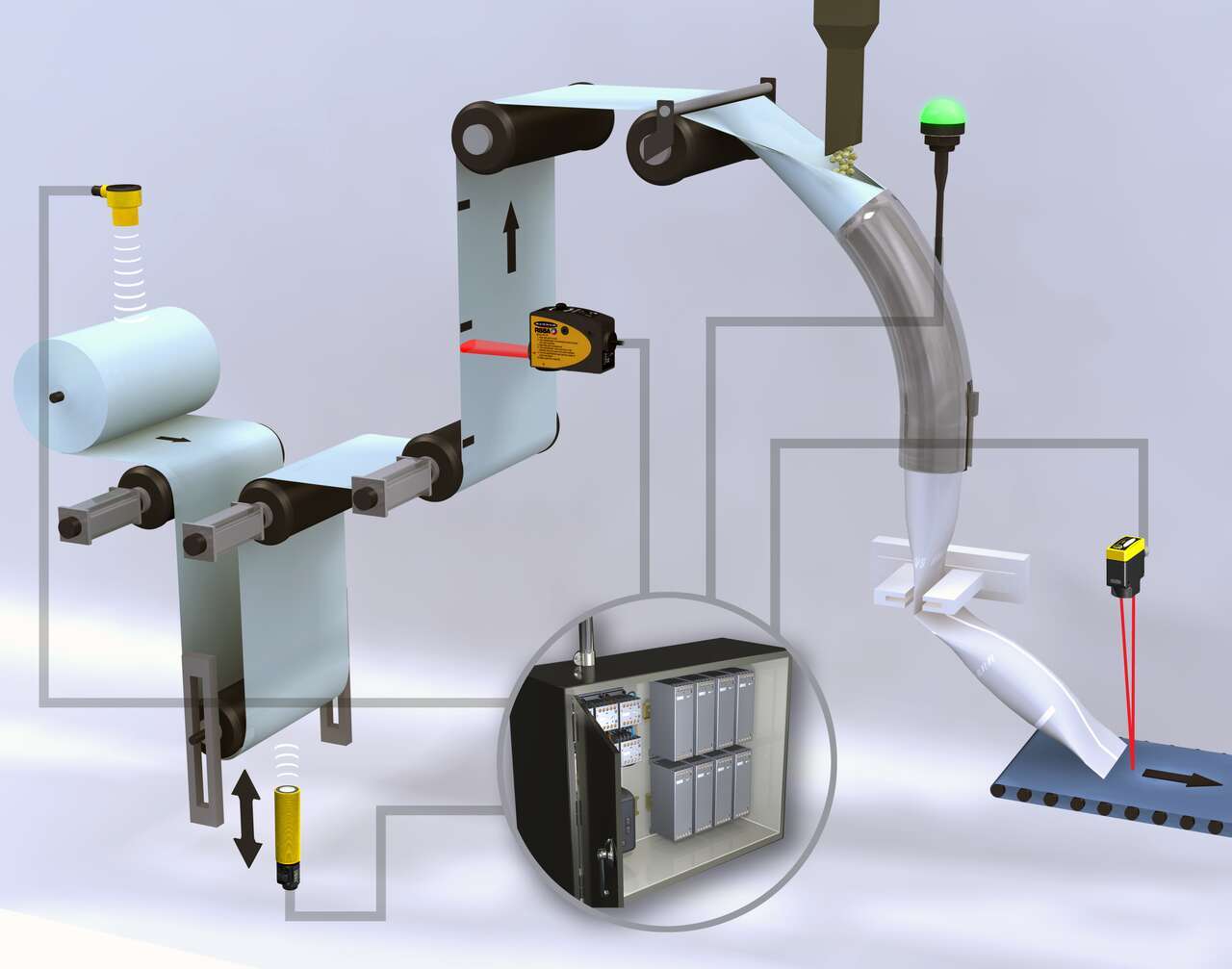
Photoelectric Applications
-
Accurate Positioning in Medical & Scientific Laboratories
-
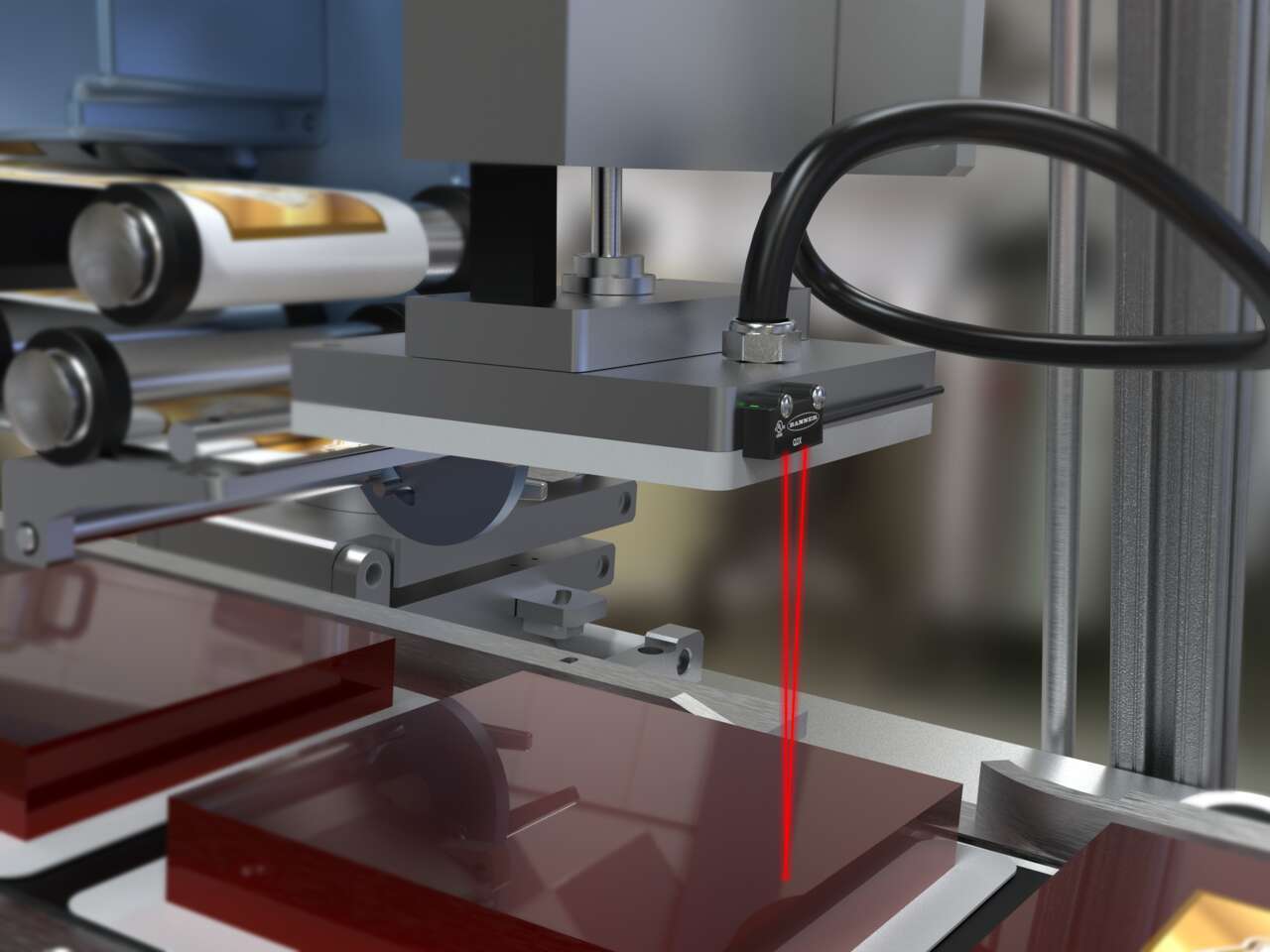
Dark Wafer Presence Detection
-
Streamline Labeling Process with a Fixed-Field Sensor
-

Preventing Jams in Airport Baggage Retrieval Systems
-

Status Indication on Airport Conveyor
-

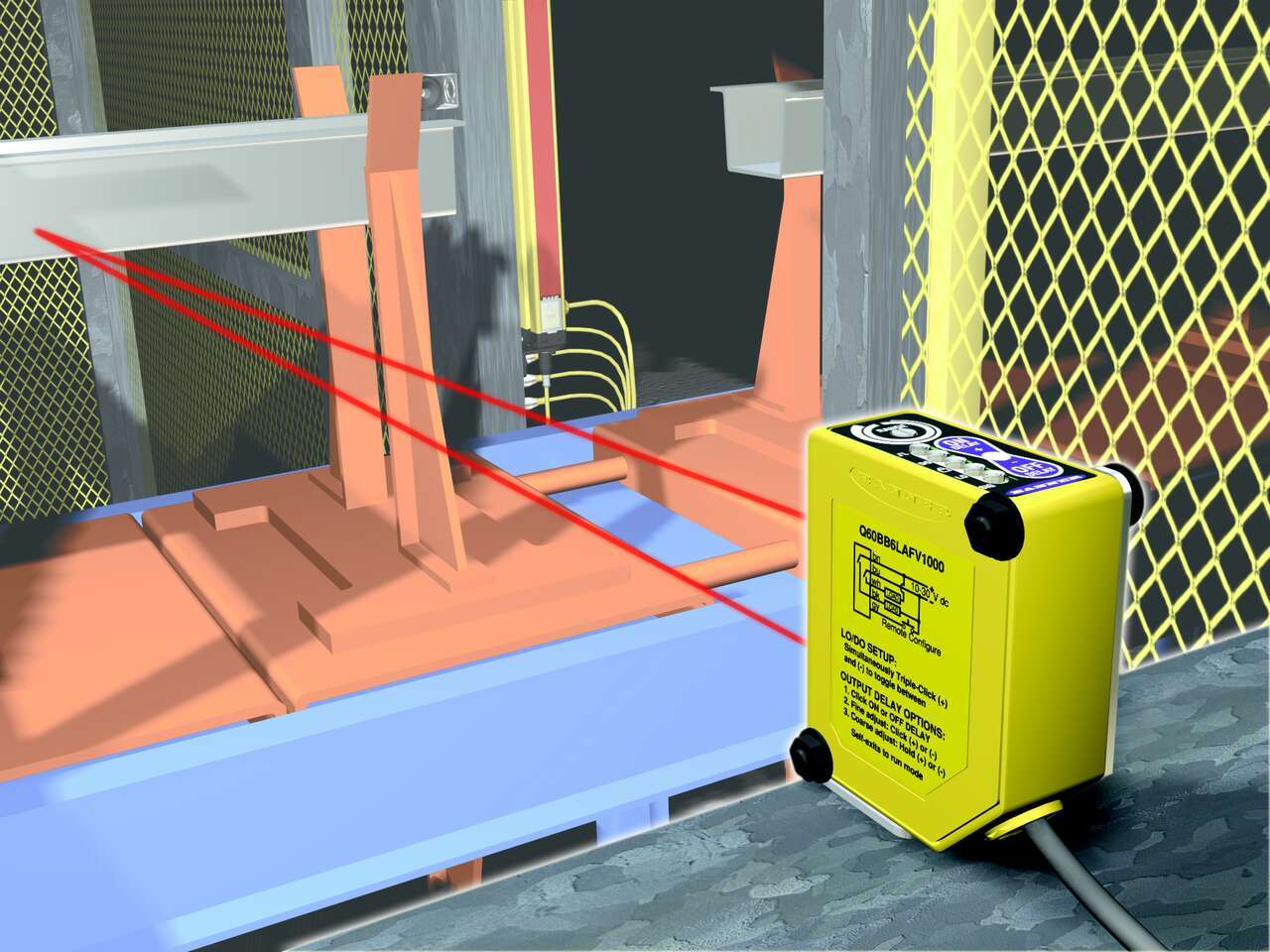
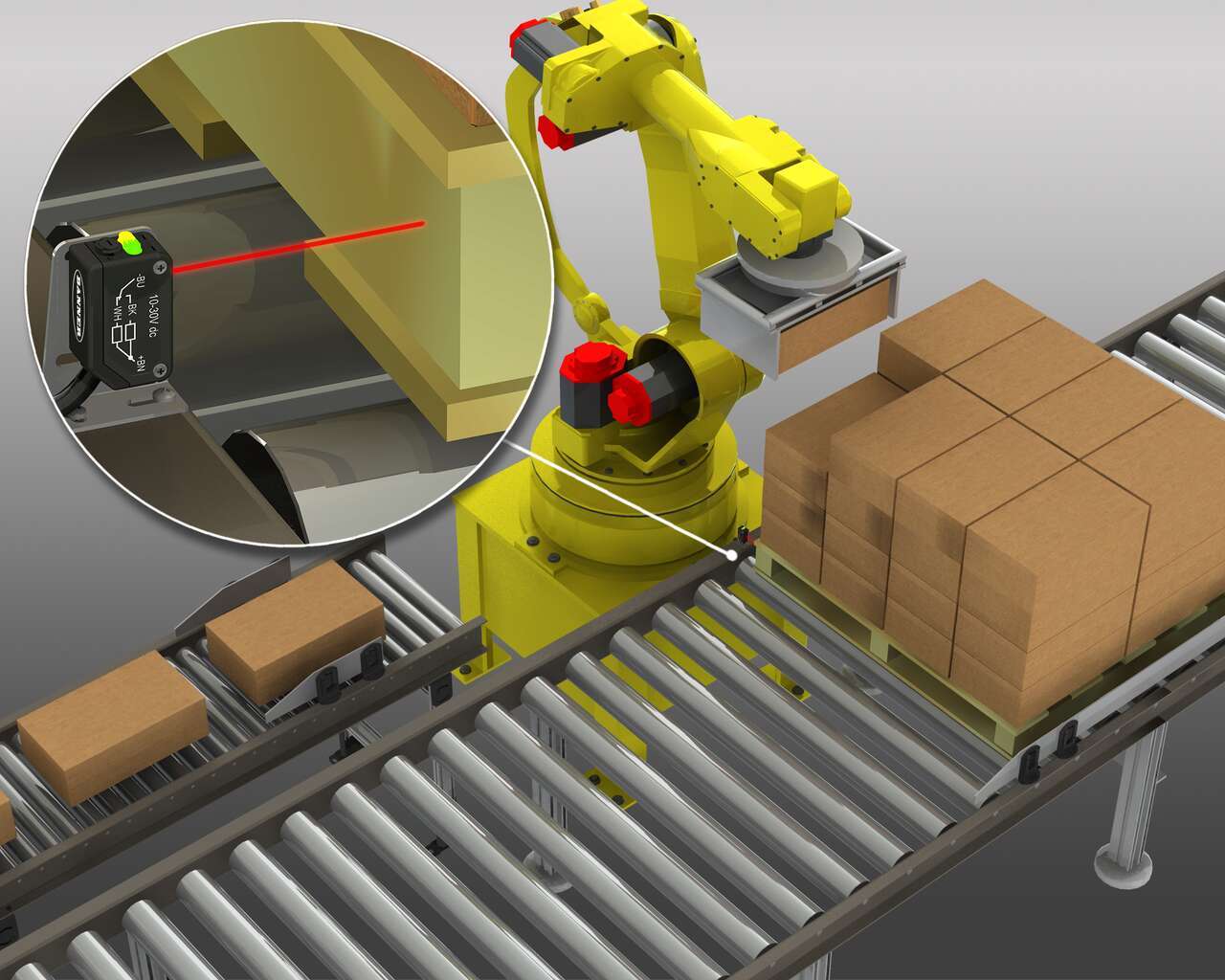
Positioning Pallets for Unloading by Robot Arms
-

Illuminated Forklift Guidance
-

Jam Detection on a Conveyor with Only AC Power
-

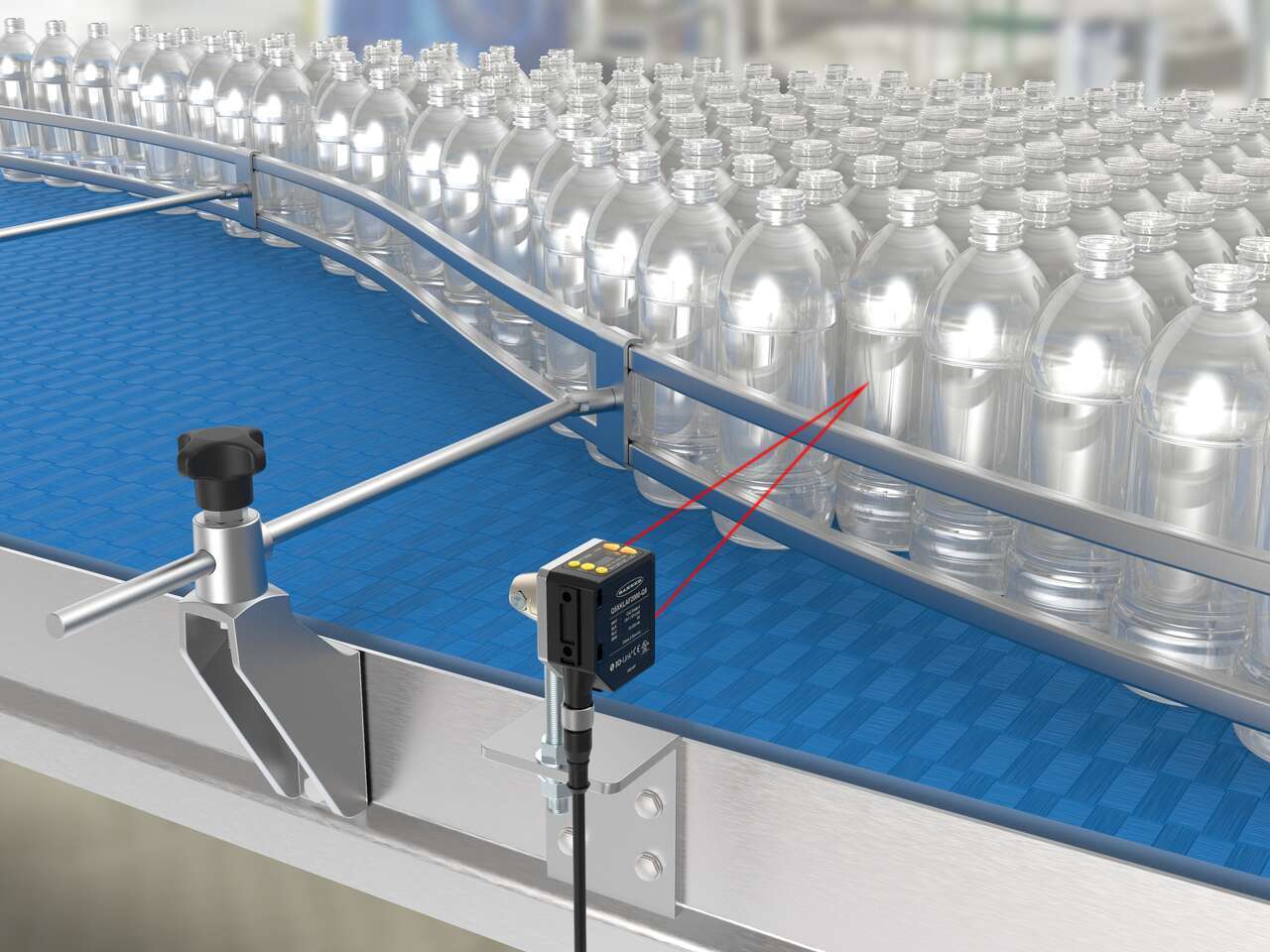
Reliable Detection of Transparent Bottles on Conveyor
-

Operator Guidance Solution
-

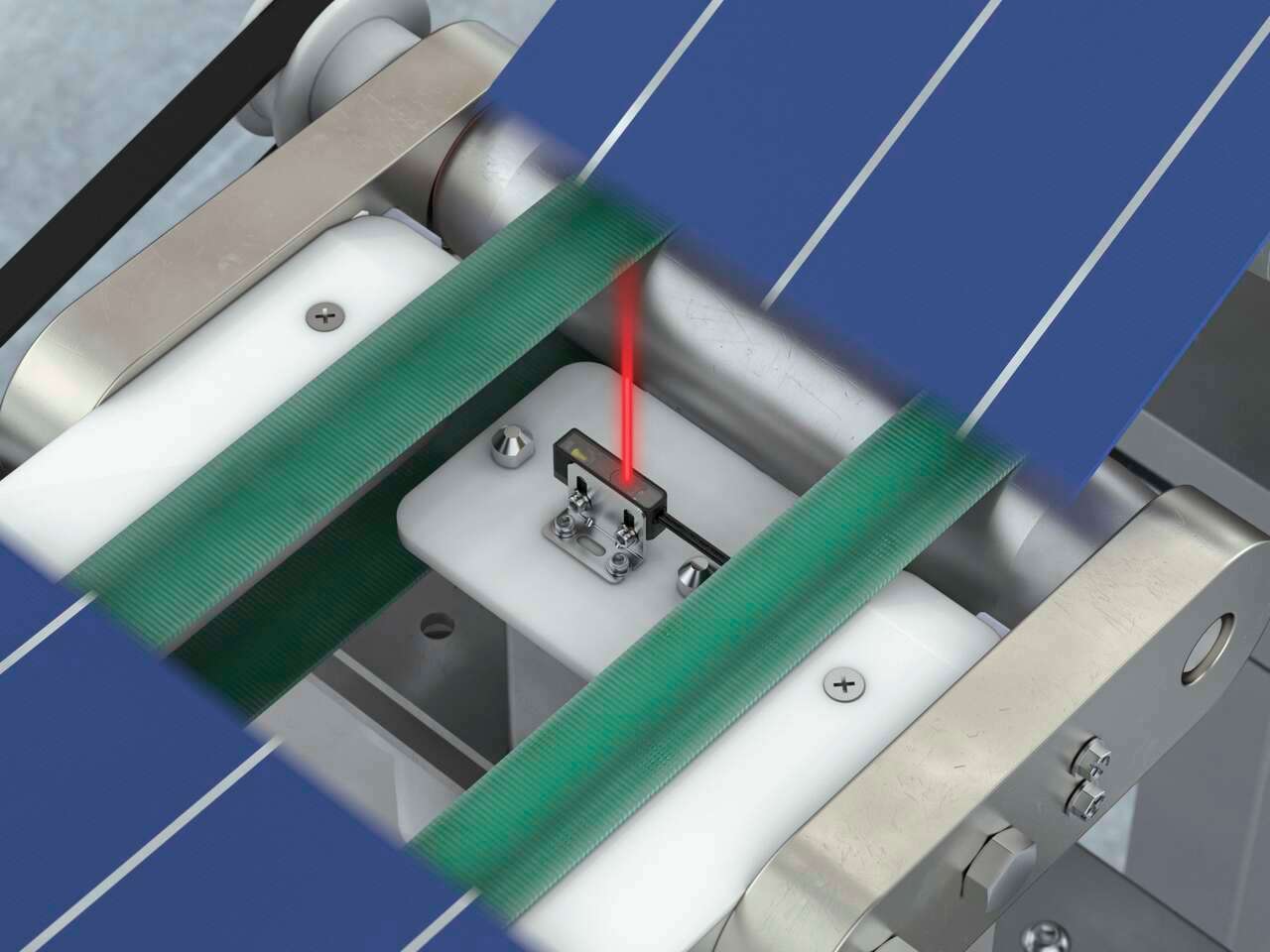
Shrink Sleeve Labeling at High Speeds
-

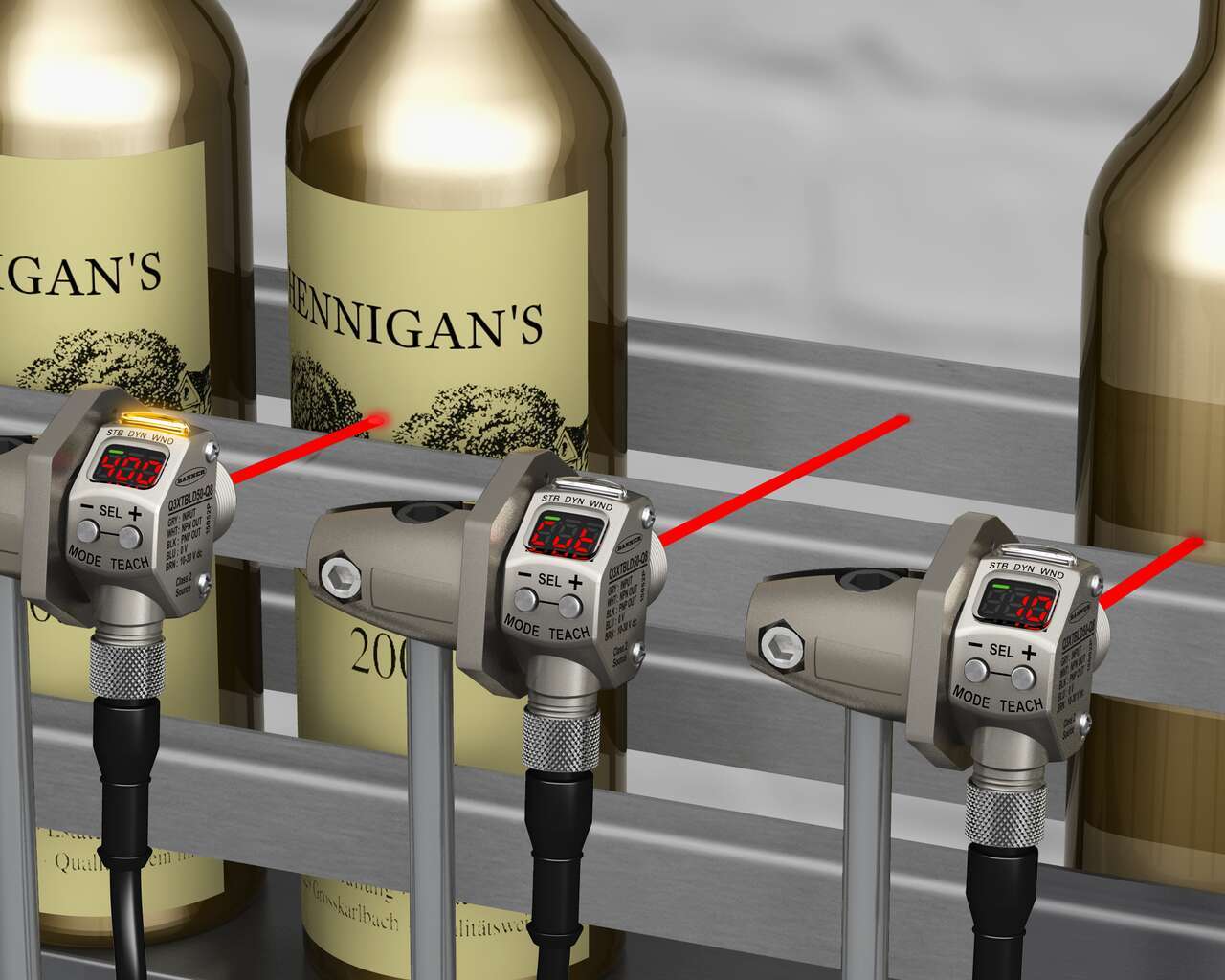
Blue LED Sensor Detects Amber Bottles
-
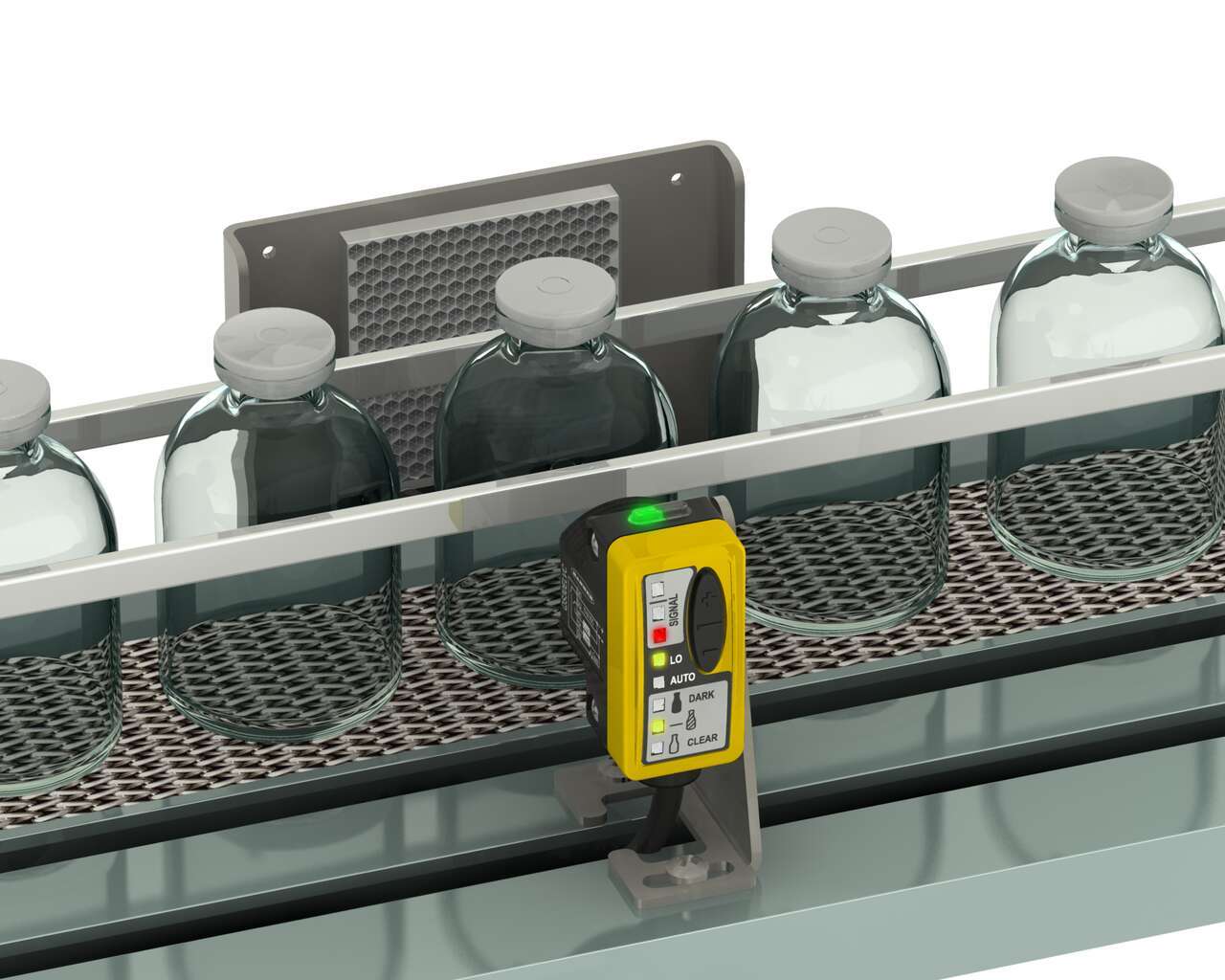
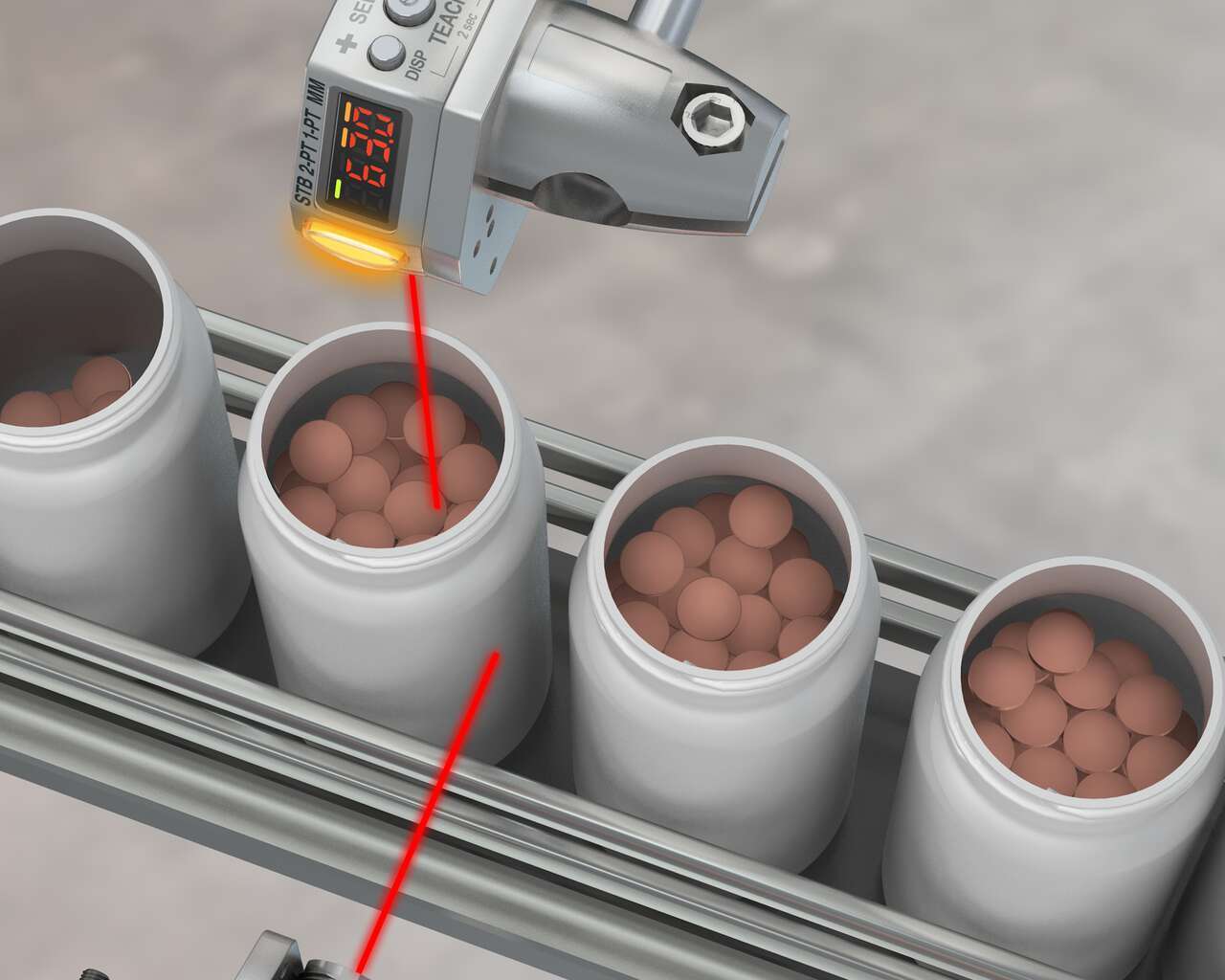
Accurate Counting of Transparent Pharmaceutical Bottles
-

Extendable Reach Conveyor
-

Detecting Items On an AC-Powered Conveyor
-

Mail Sorting for Size
-
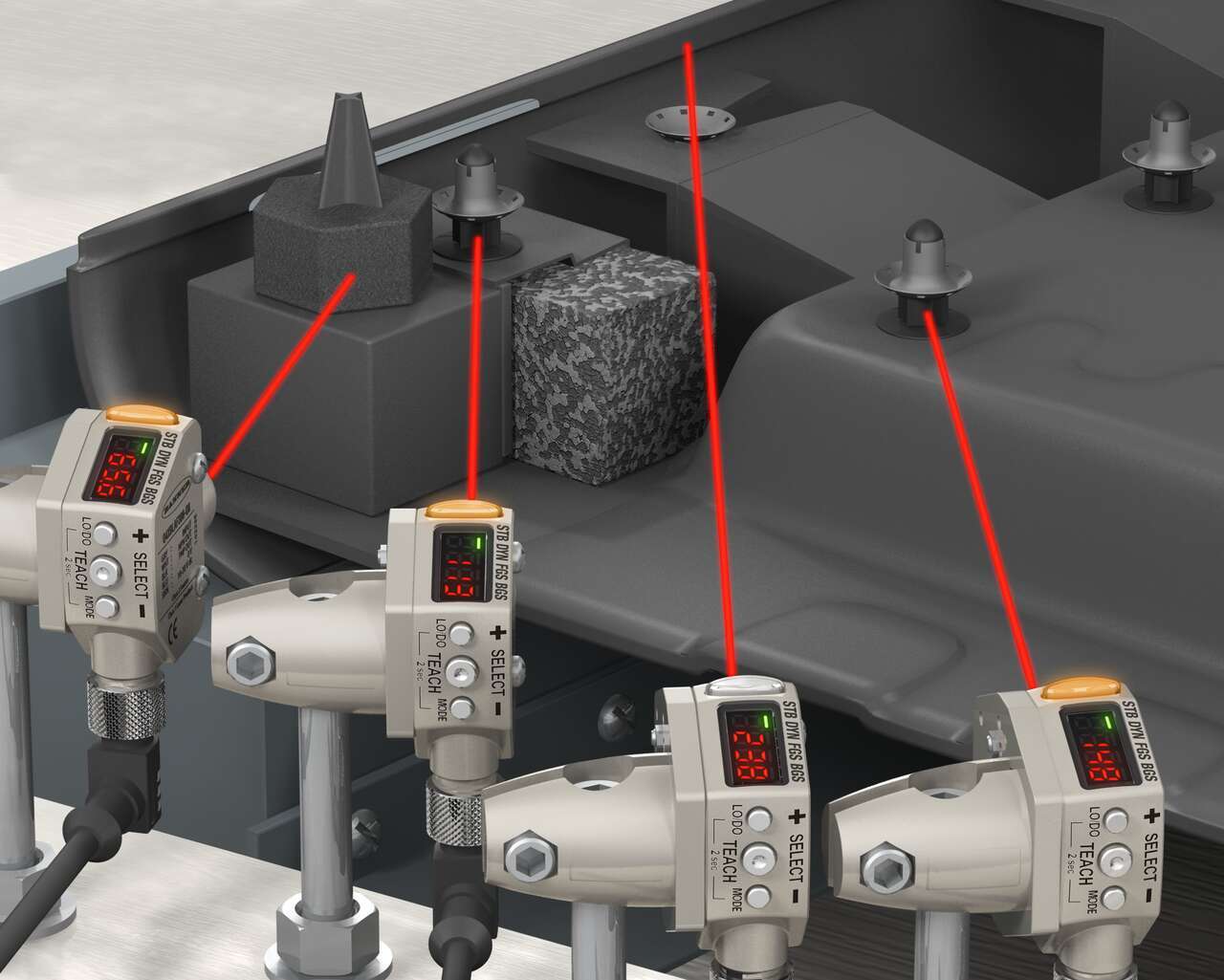
Stack Height Detection of Metal Parts
-

Carton Trigger For Date/Lot Code Printing
-
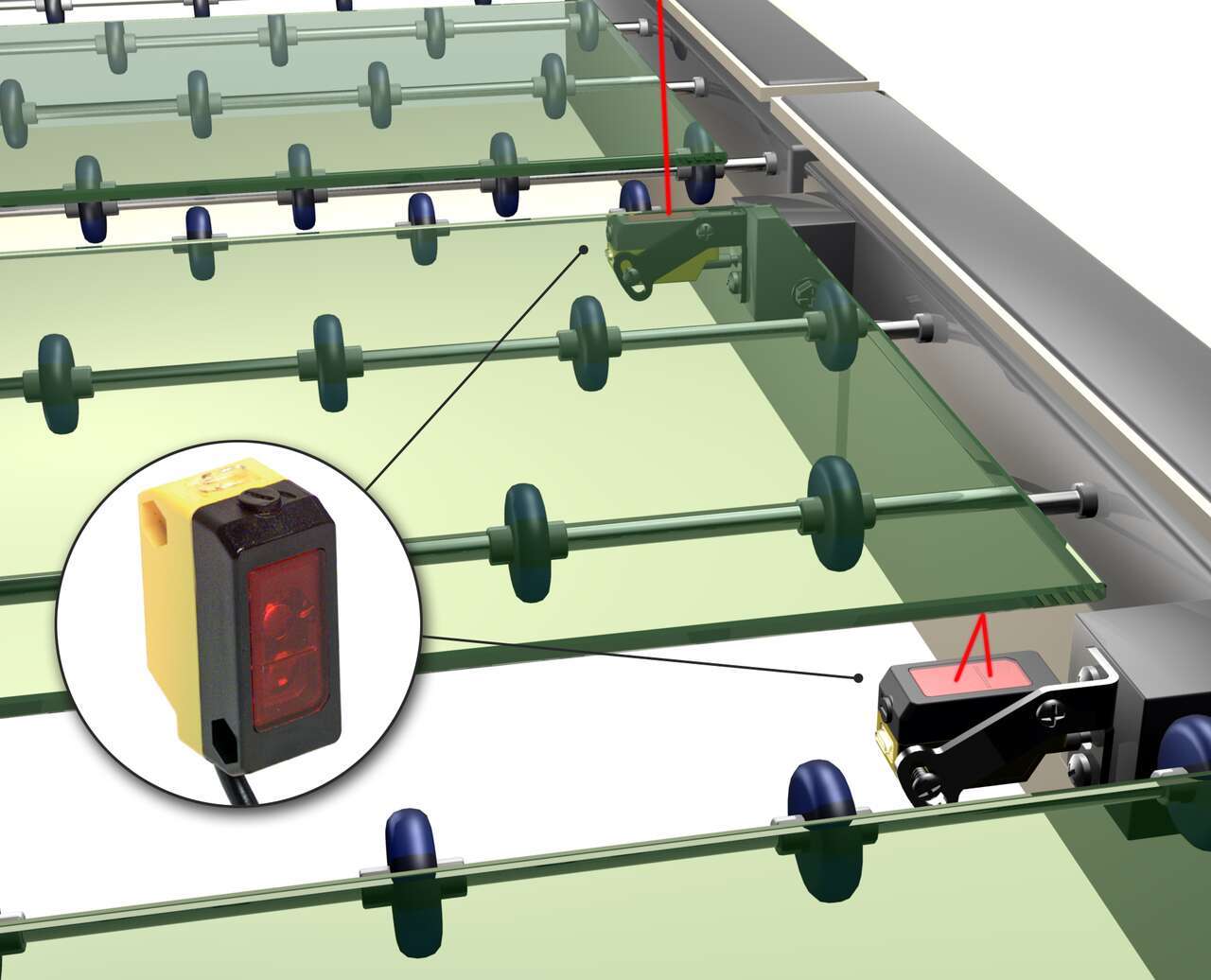
Detecting Glass Panels
-
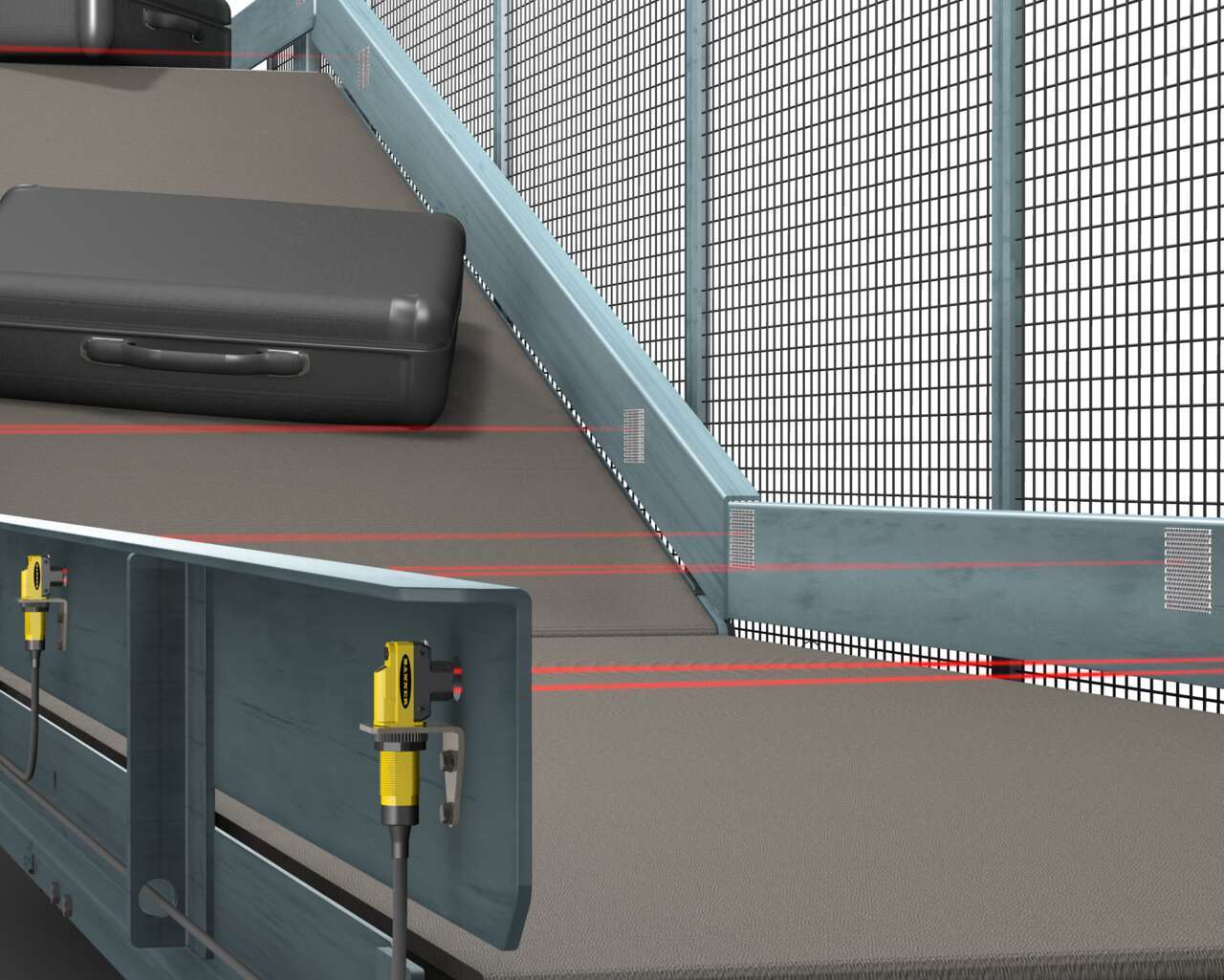
Baggage Handling
-
Shuttle Tote Positioning
-
Sortation Auto Induction Station
-

Parcel Collision Avoidance
-
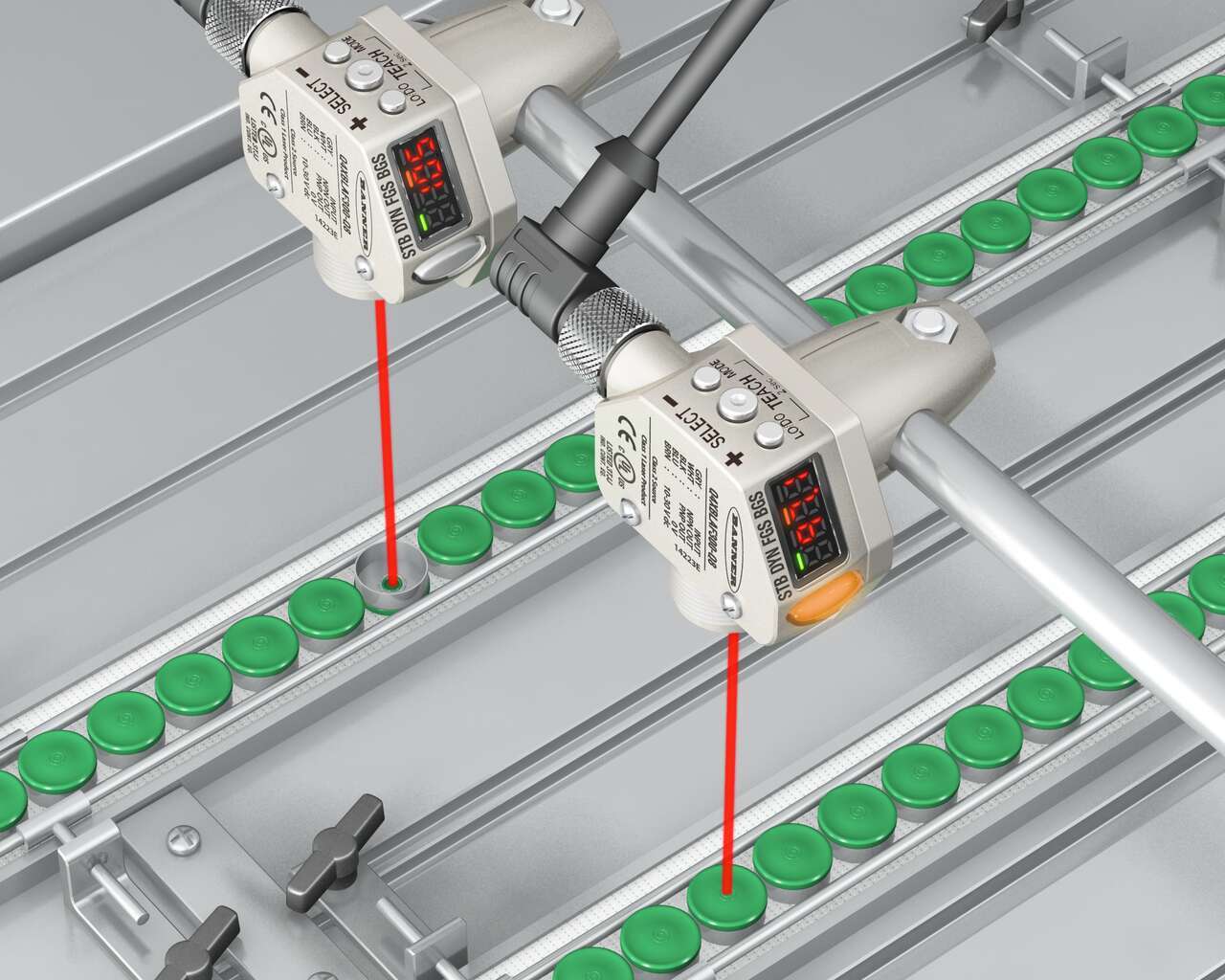
Cap Orientation Verification
-
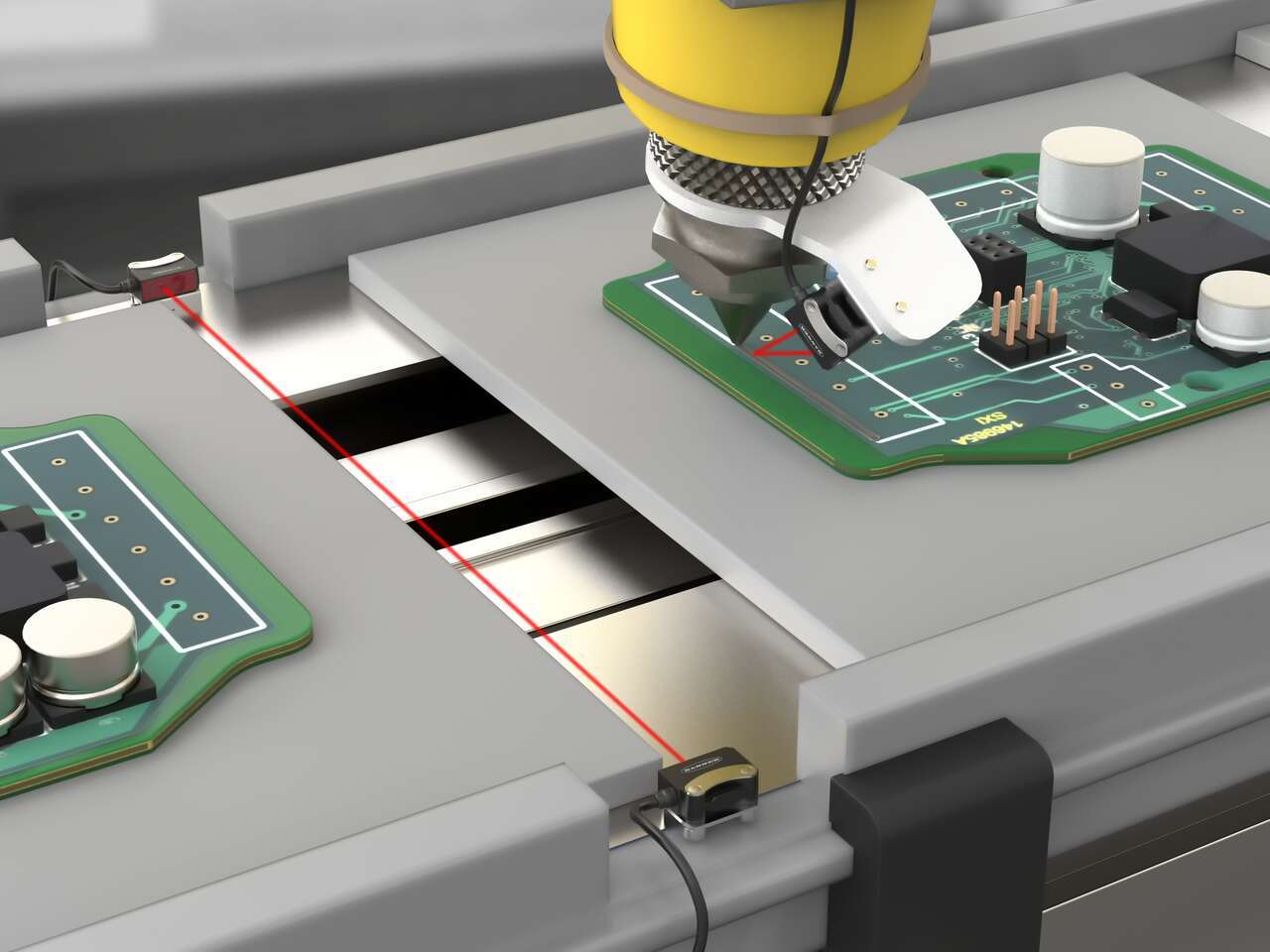
Real-Time Adhesive Detection in PCB Assembly
-

Black Plastic Tray Detection at a Hopper and Filling Station
-

Conveyor Jam Detection
-

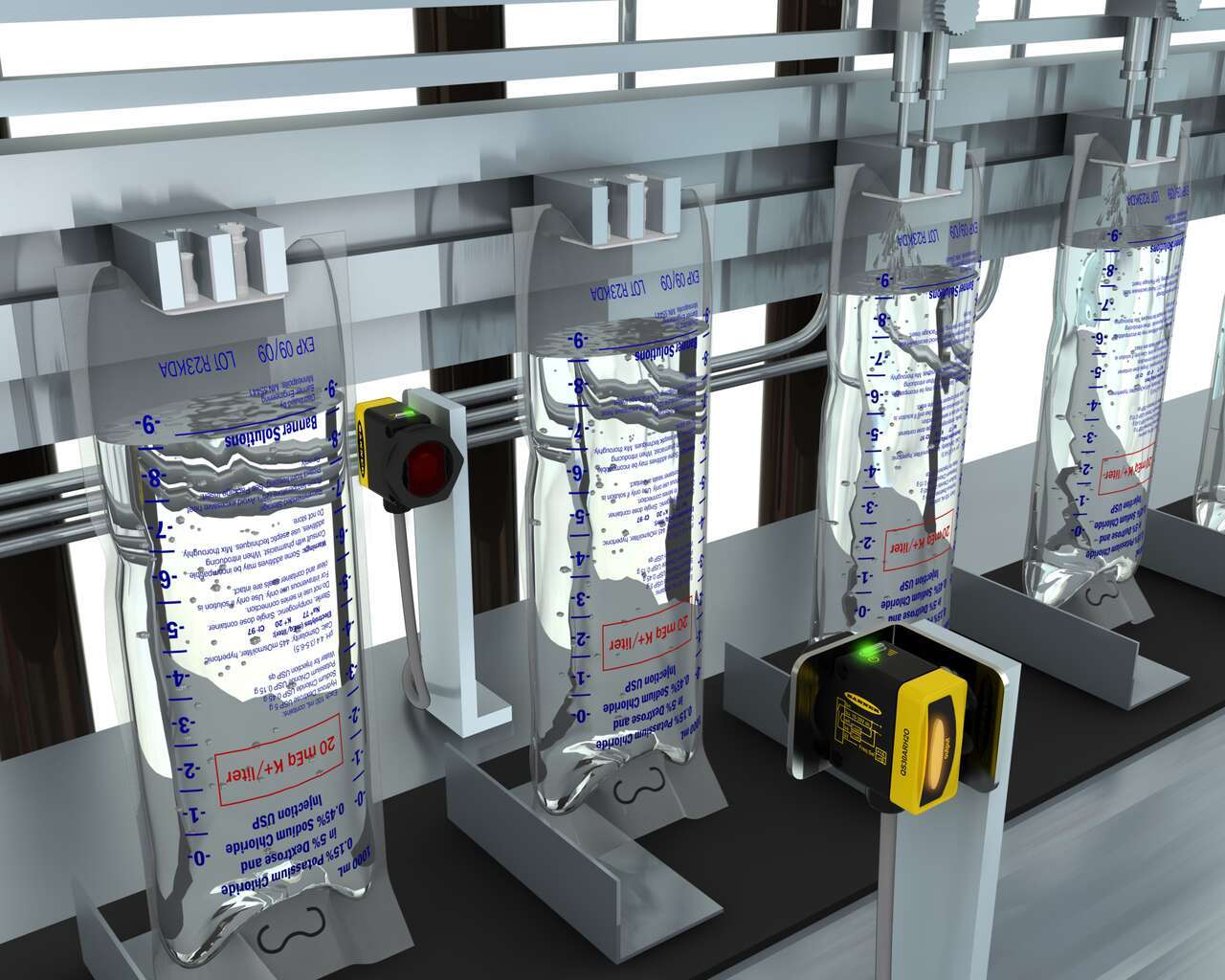
Fill Level Verification of Water Bottles
-

Parts Detection in a Feeder Bowl
-

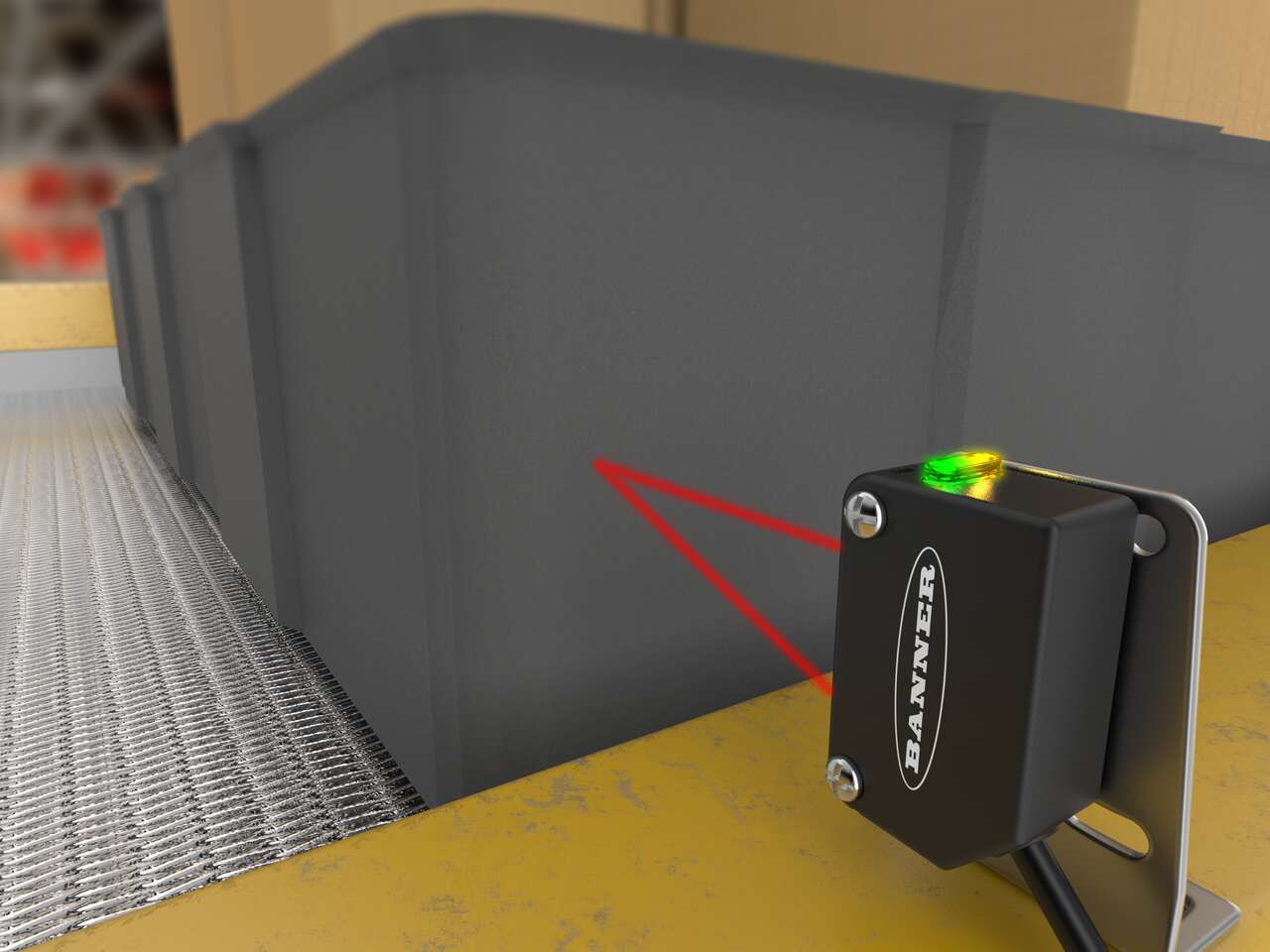
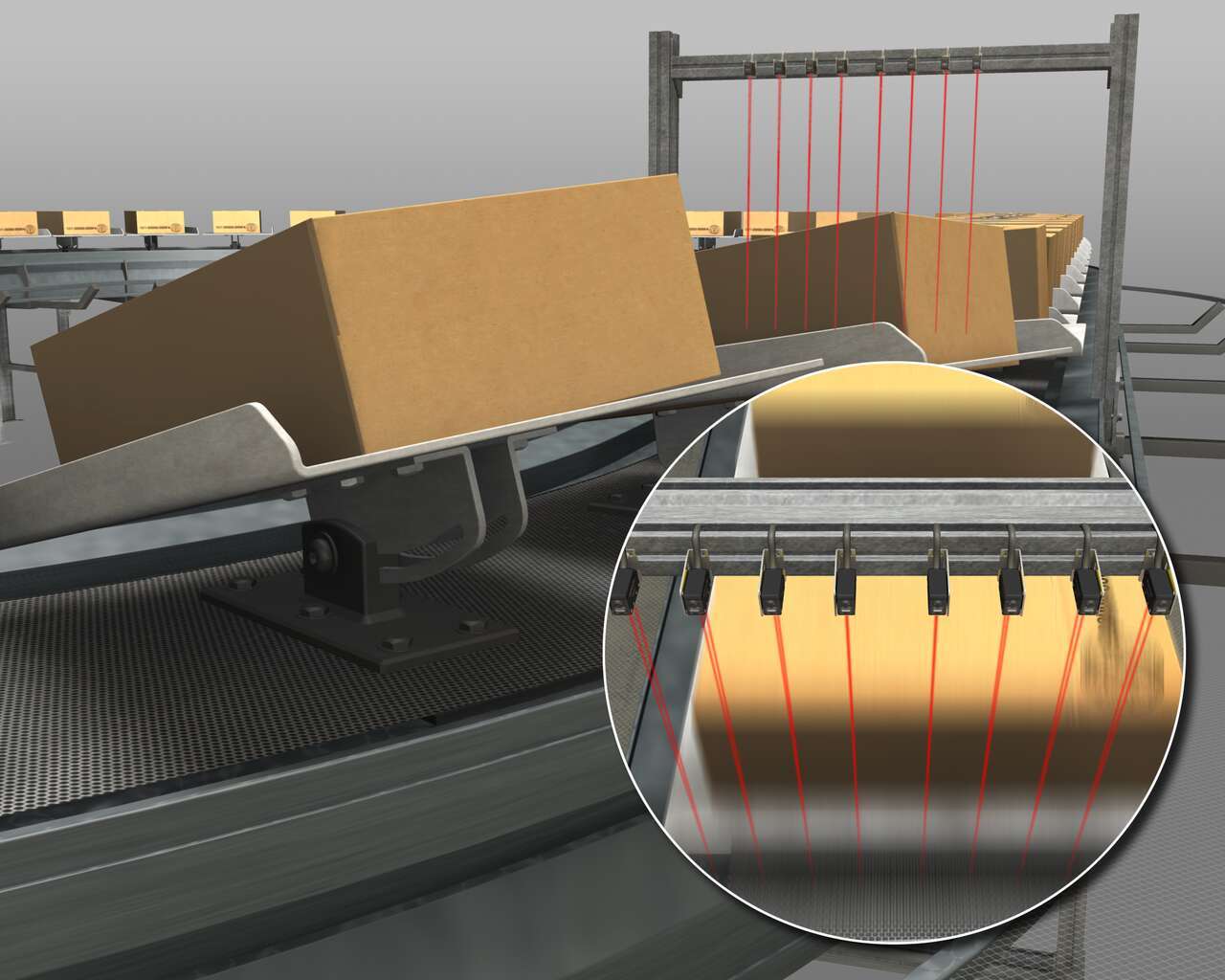
Detecting Different Size Packages on a Conveyor
-

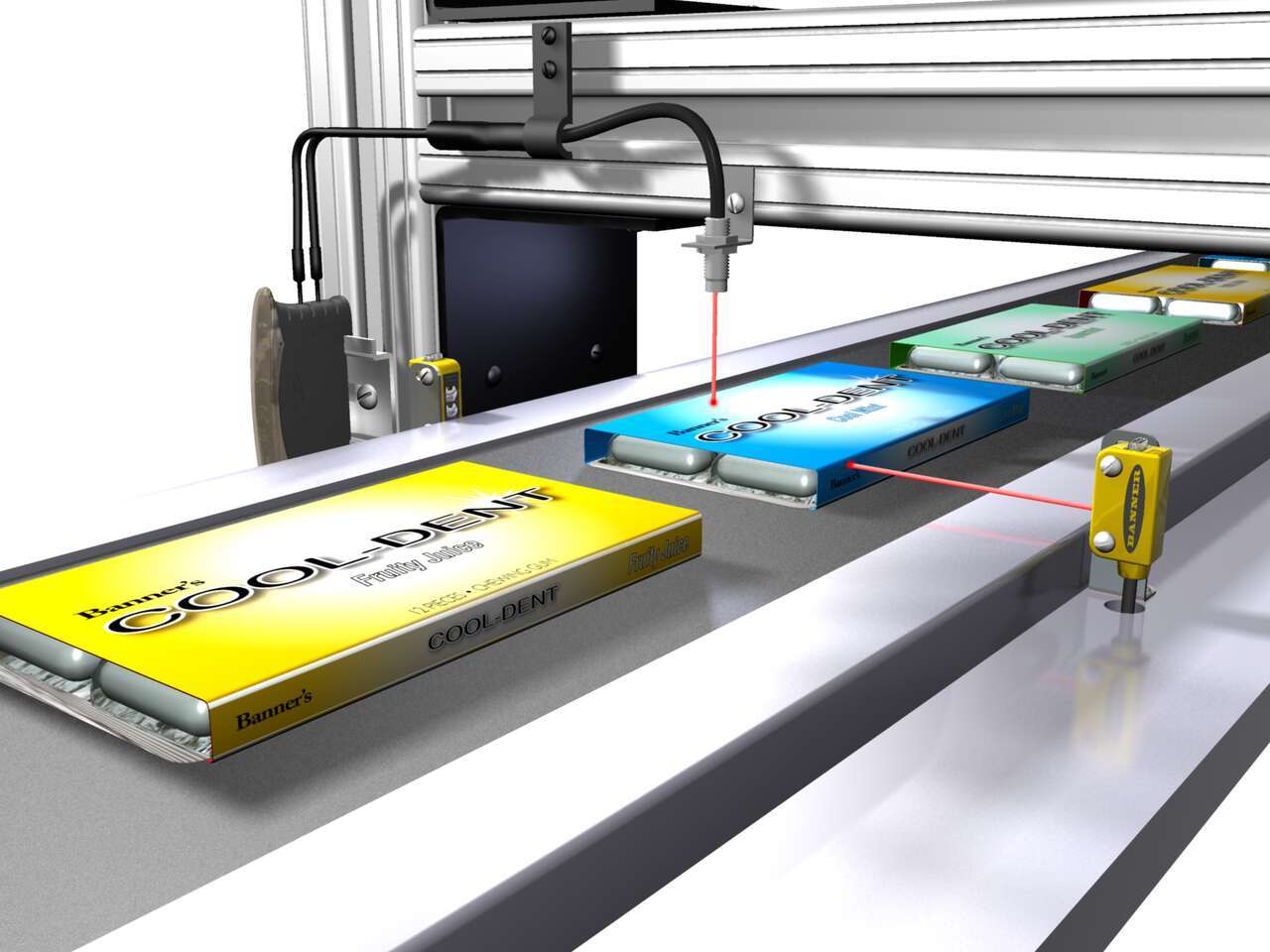
Juice Carton Detection
-

Medicine Bottle Detection for Filling
-
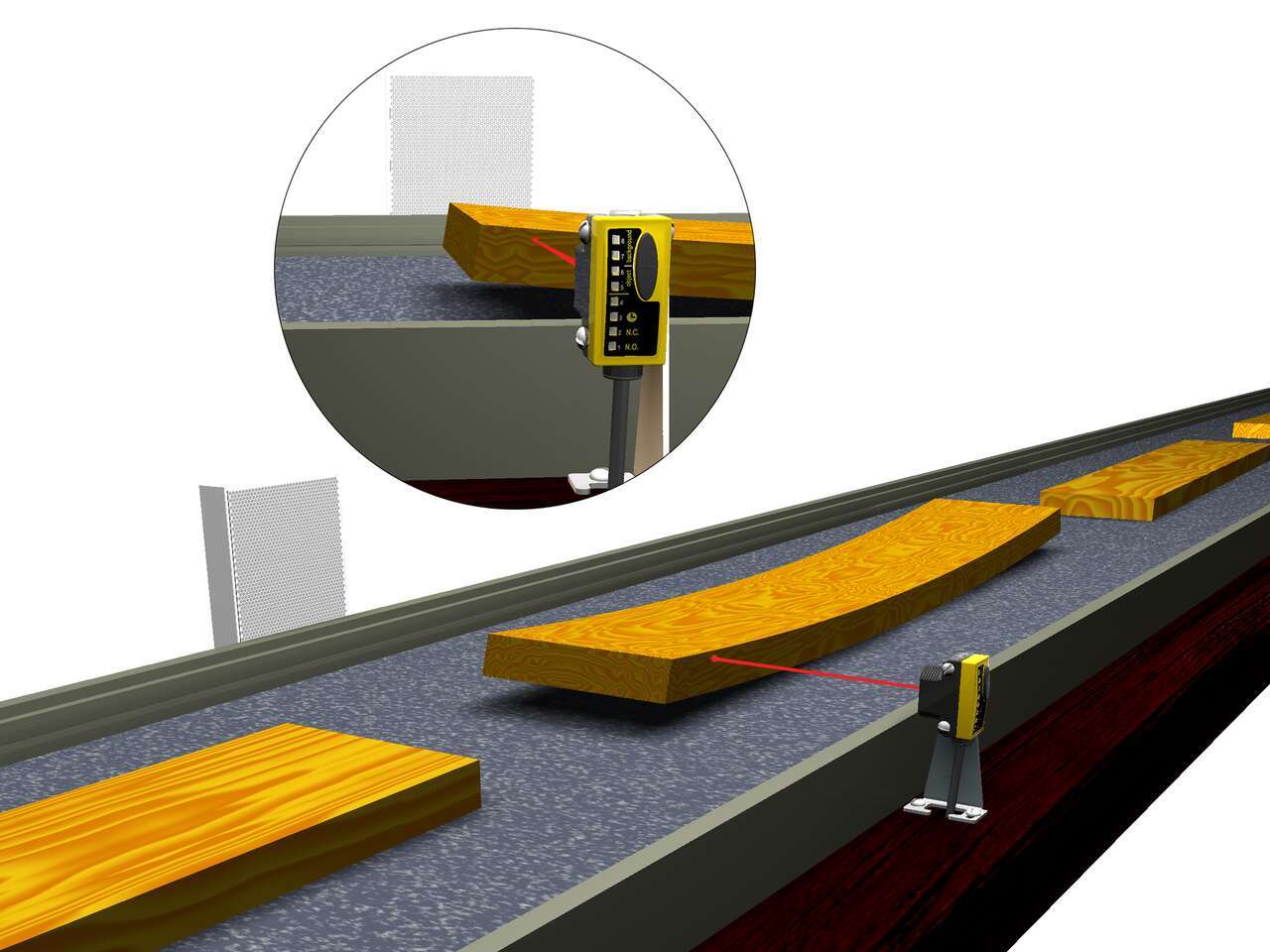
Board Warp Detection with a QS30
-

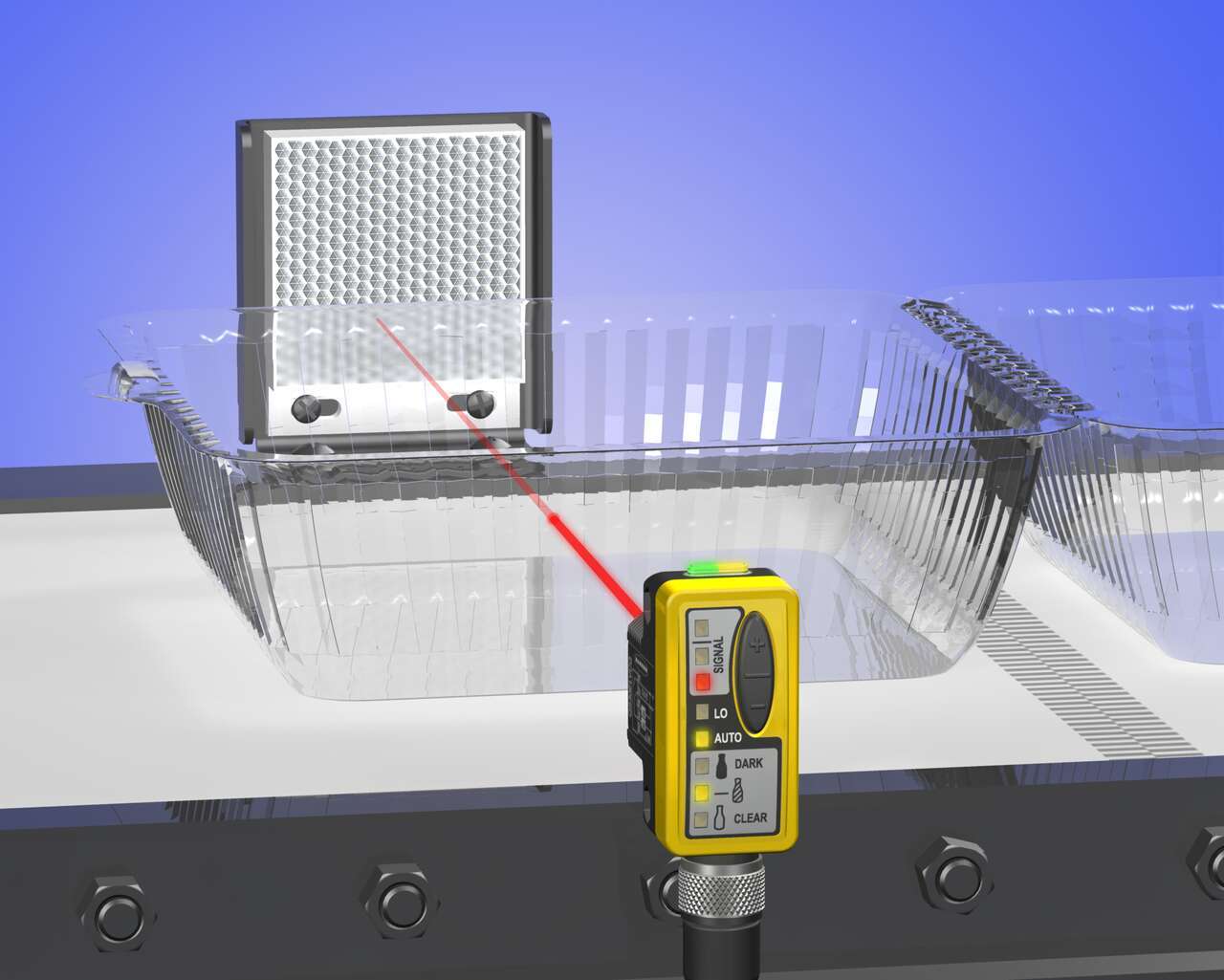
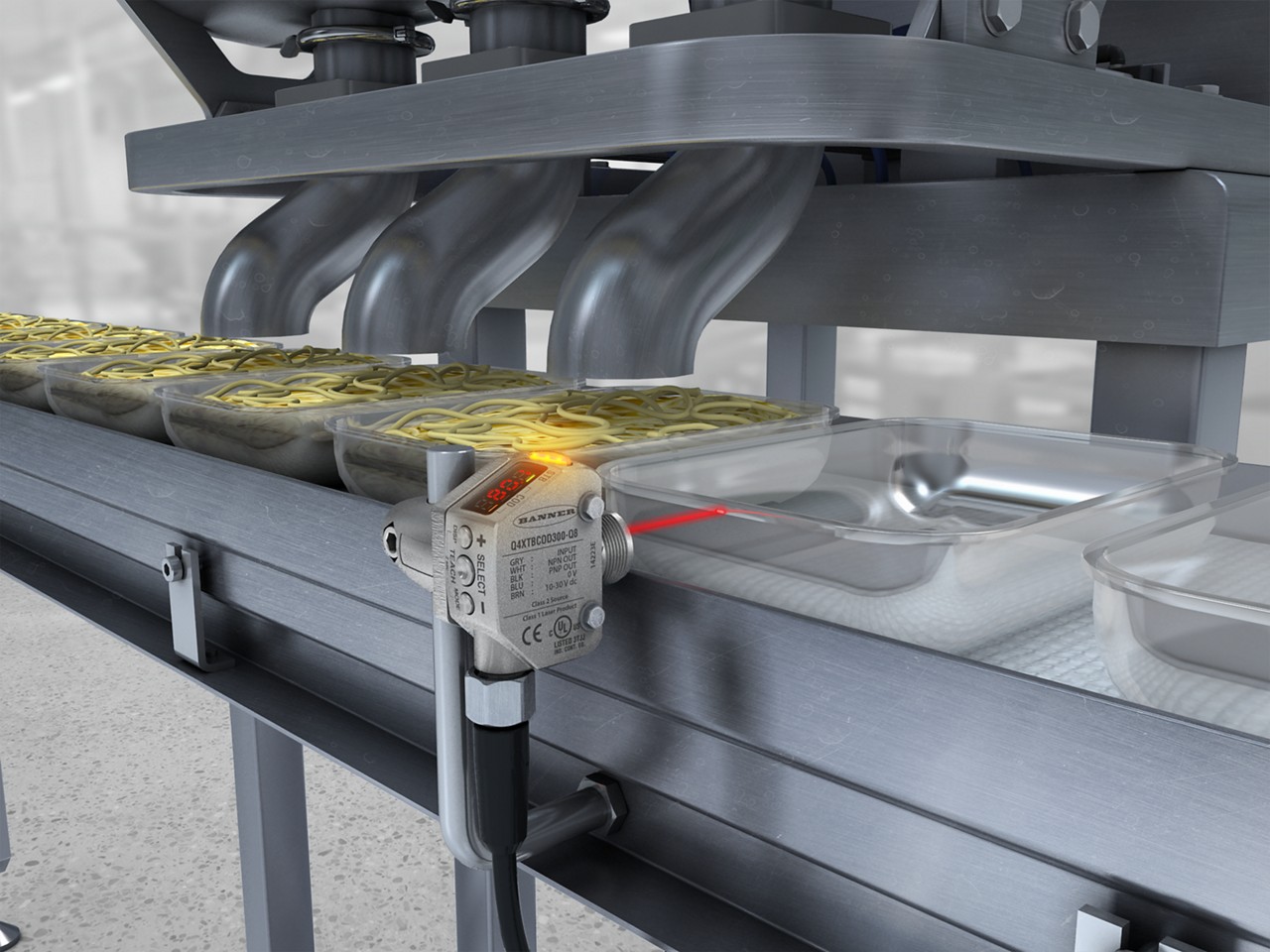
Monitoring Clear Film in a Tray Sealer
-
Bottle Label Verification
-

Cap Inspection in Confined Areas
-
Black O-Ring Detection
-
Close Proximity Error Proofing on Assembly Line
-

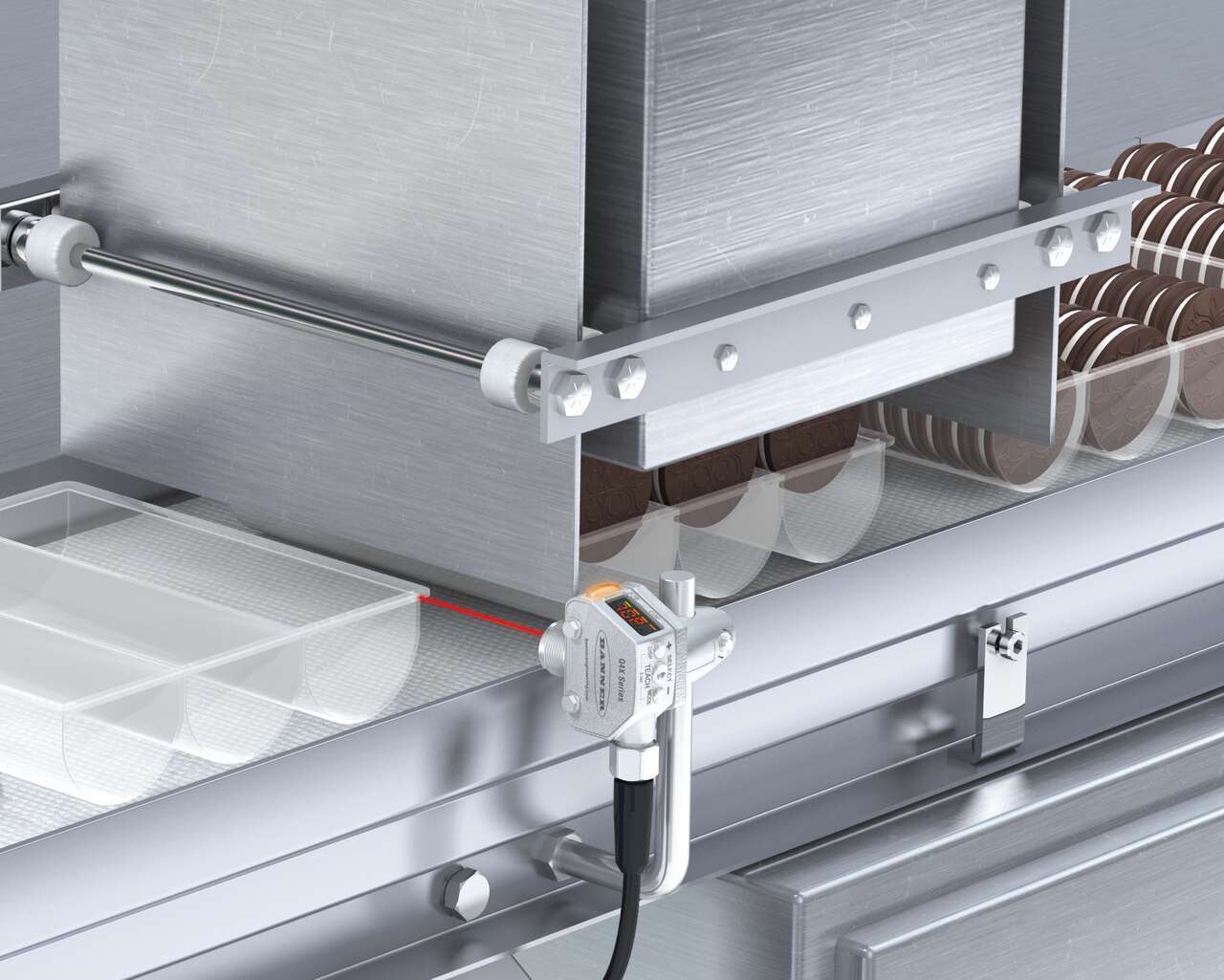
Inspecting for Missing Chocolates on a Packaging Line
-

Labeling Detection
-
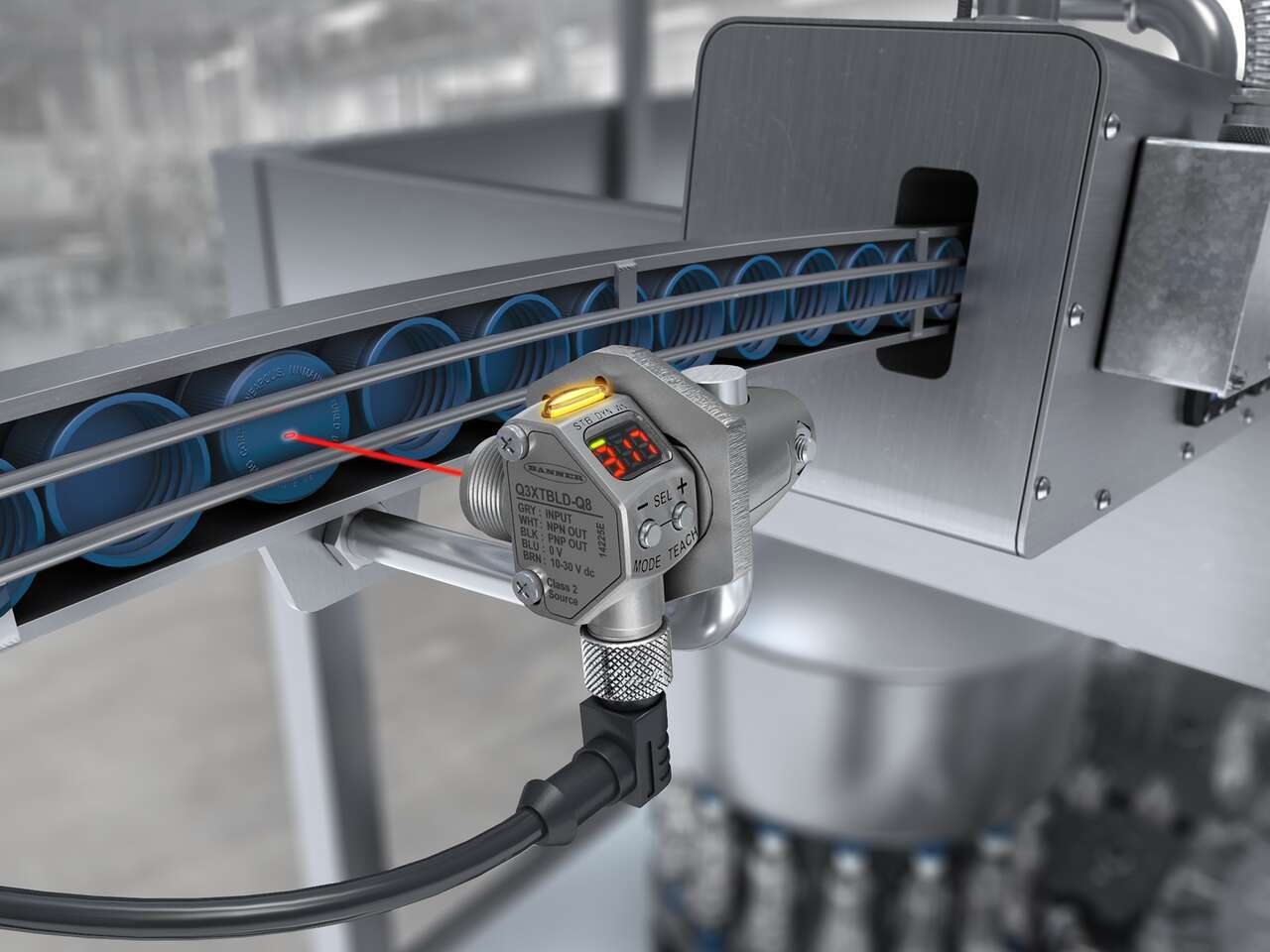
Detection of Cap Orientation
-

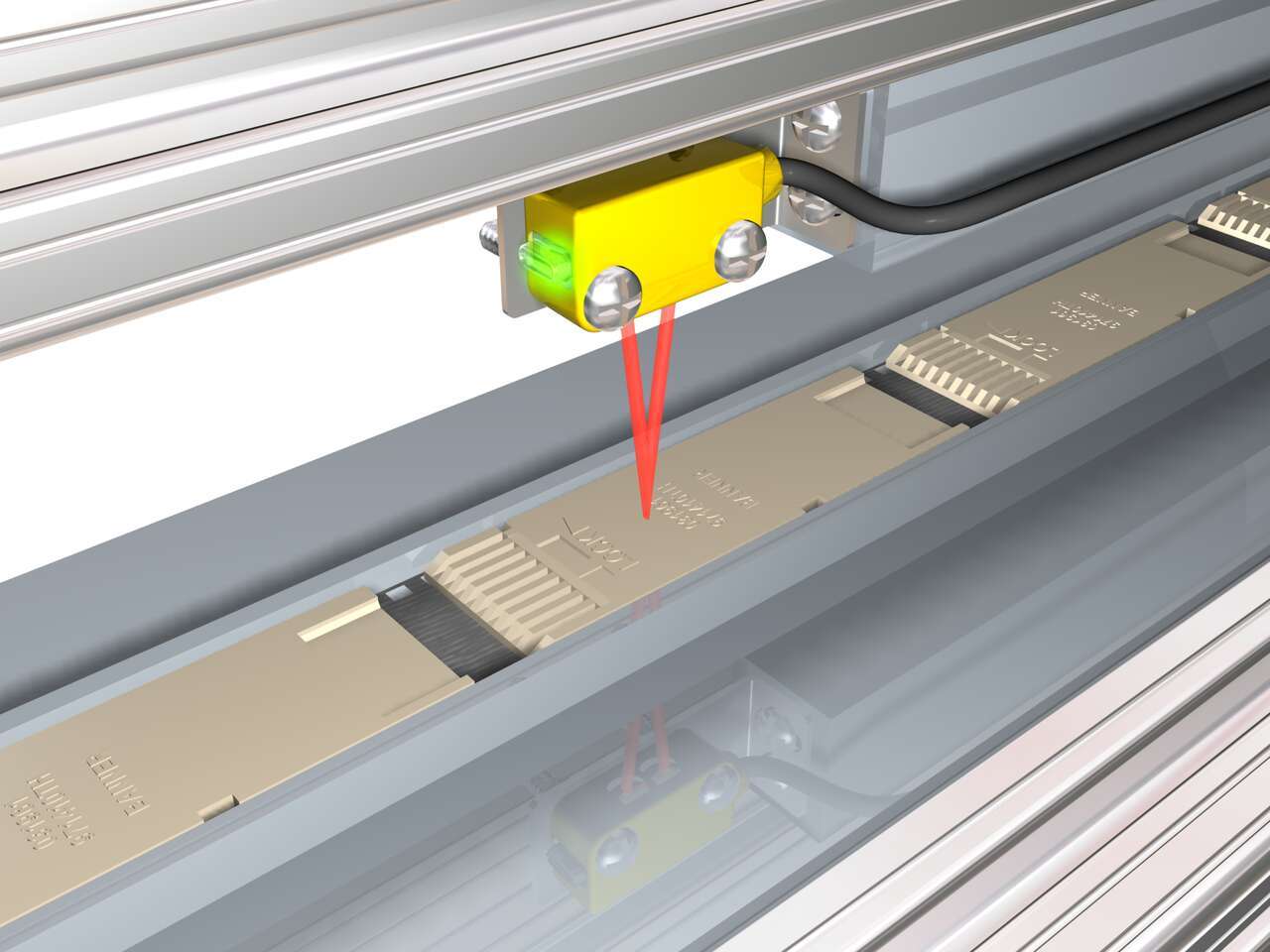
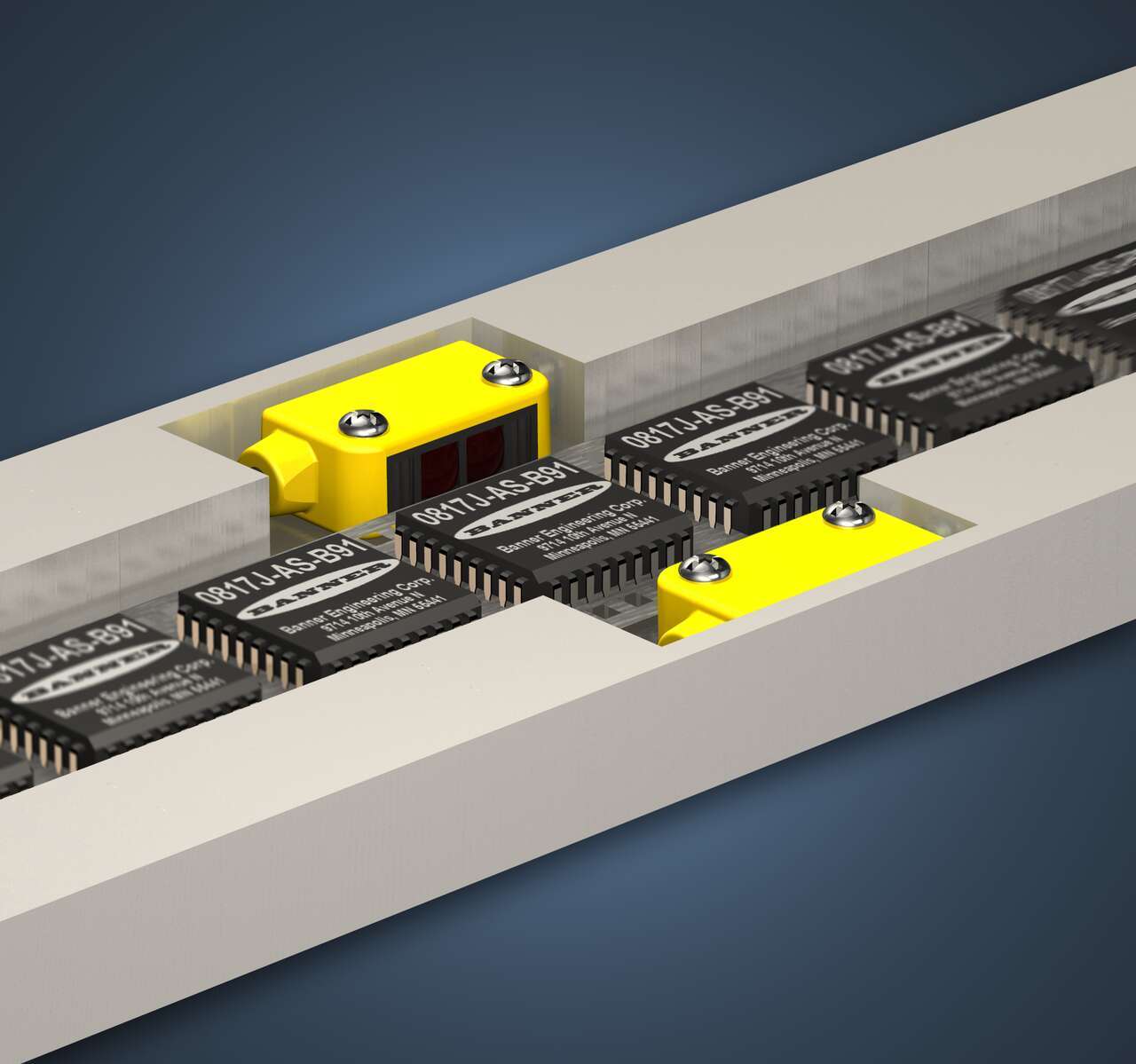
Error-Proofing Loading of IC Chips into Pocket Tape
-
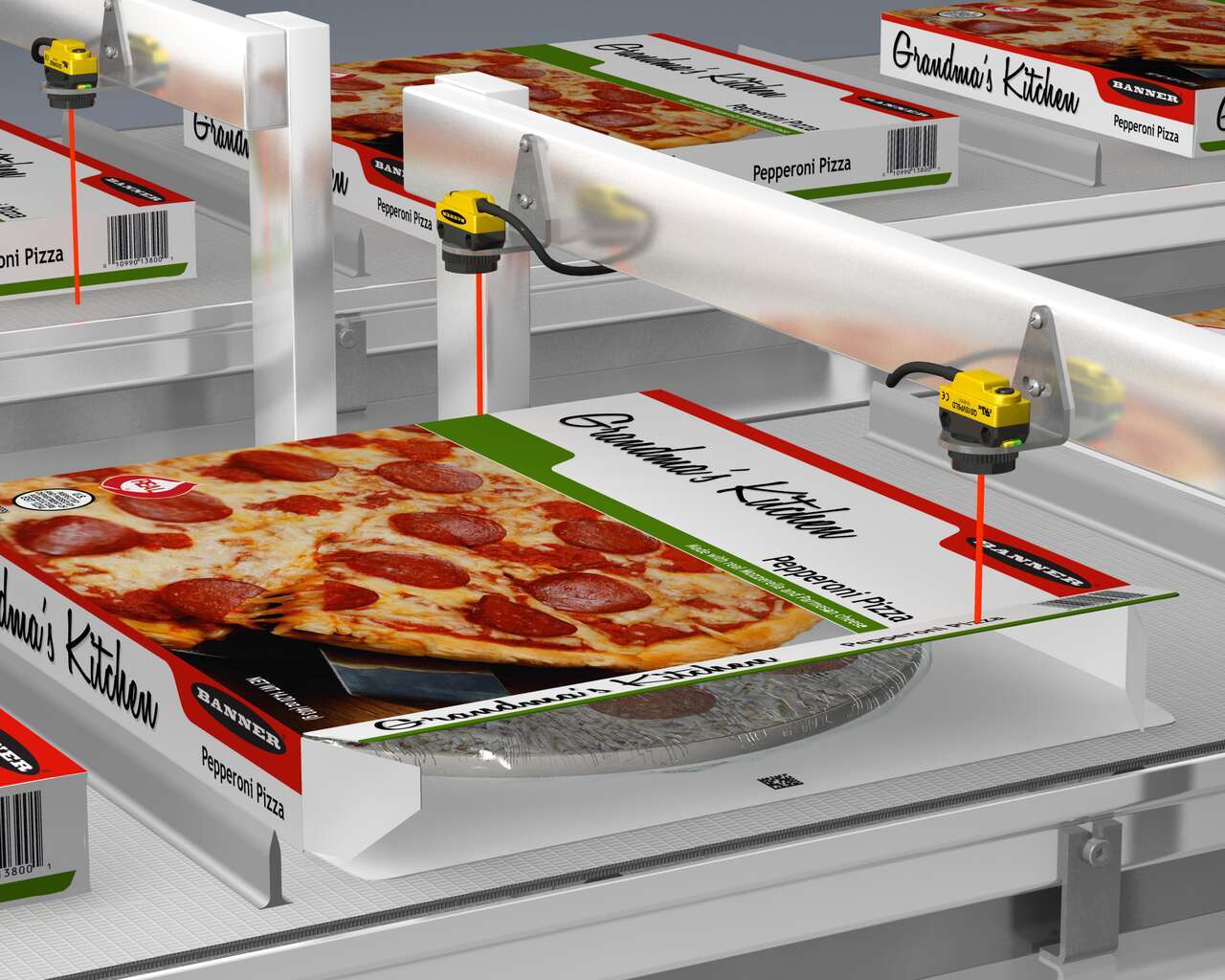
Flap Detection on Packaged Frozen Dinners
-
Detecting Black Parts on Black Door Panel
-
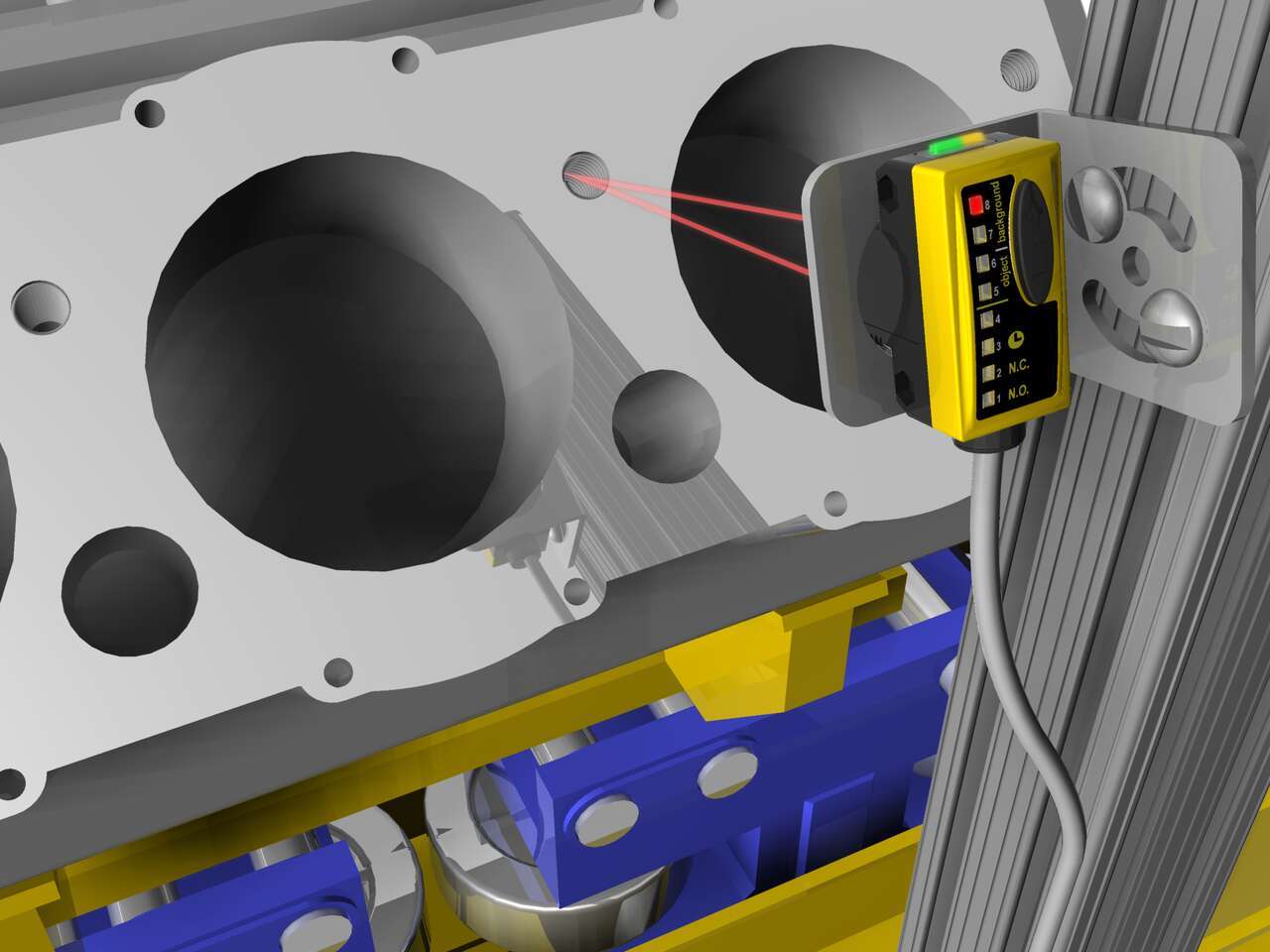
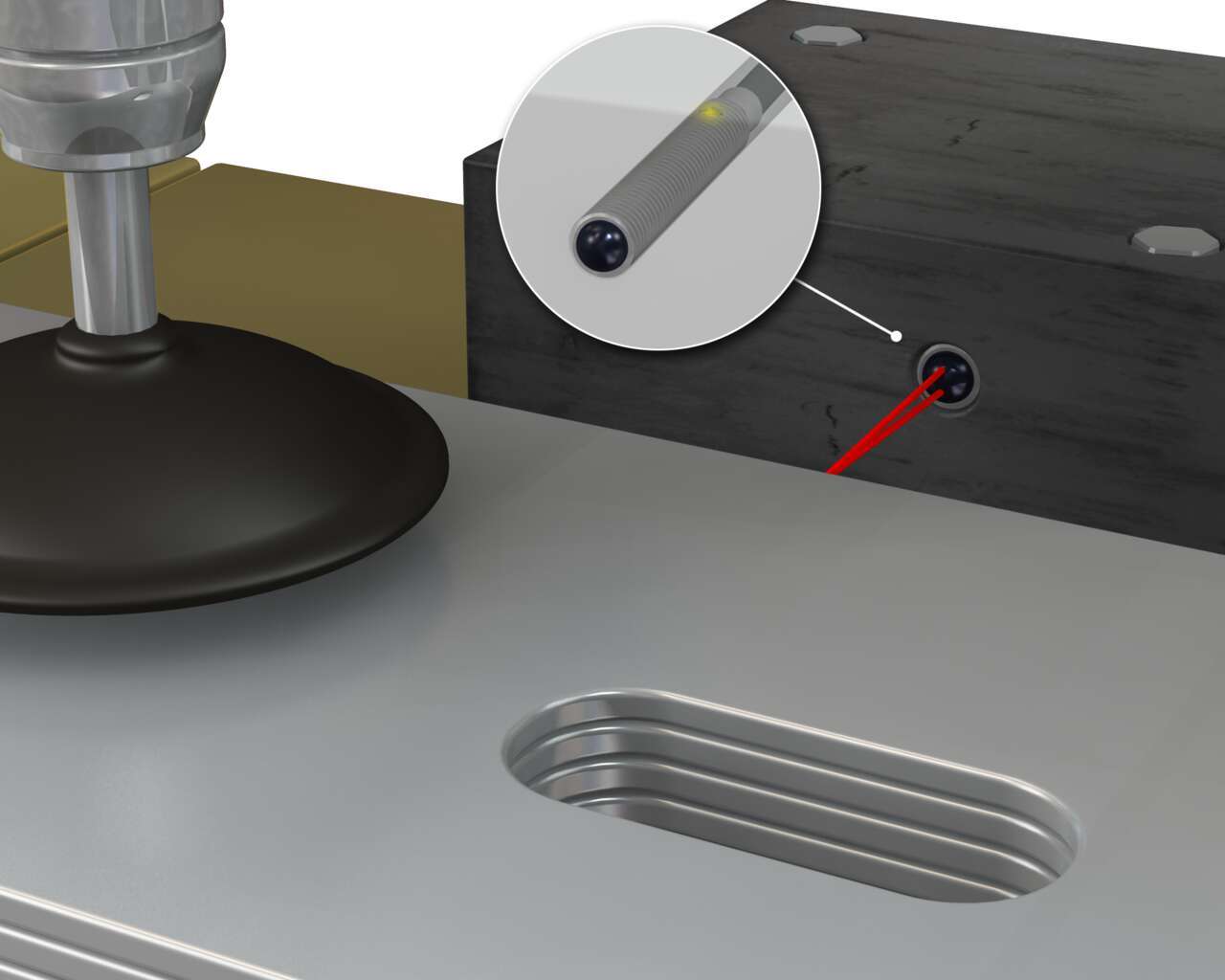
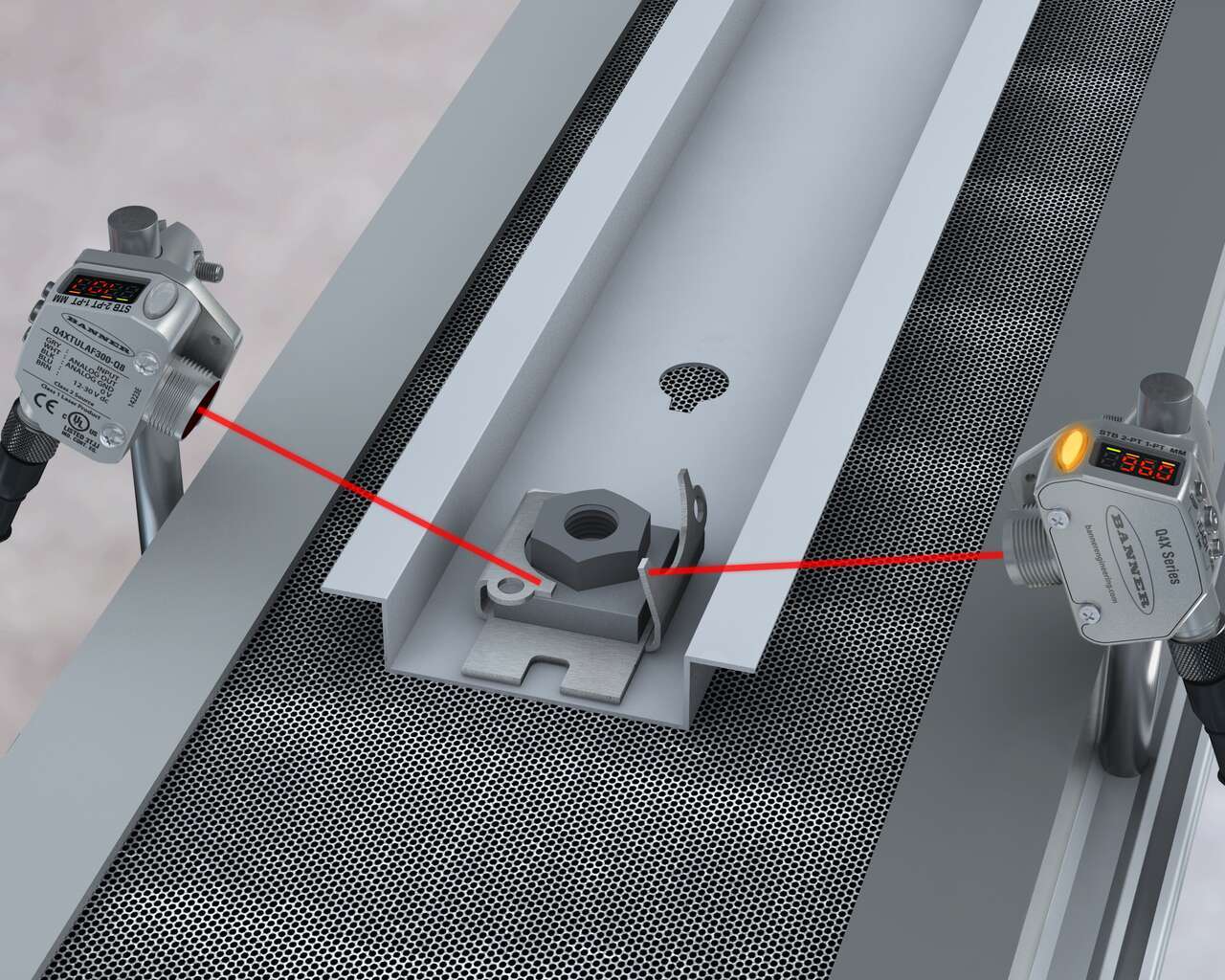
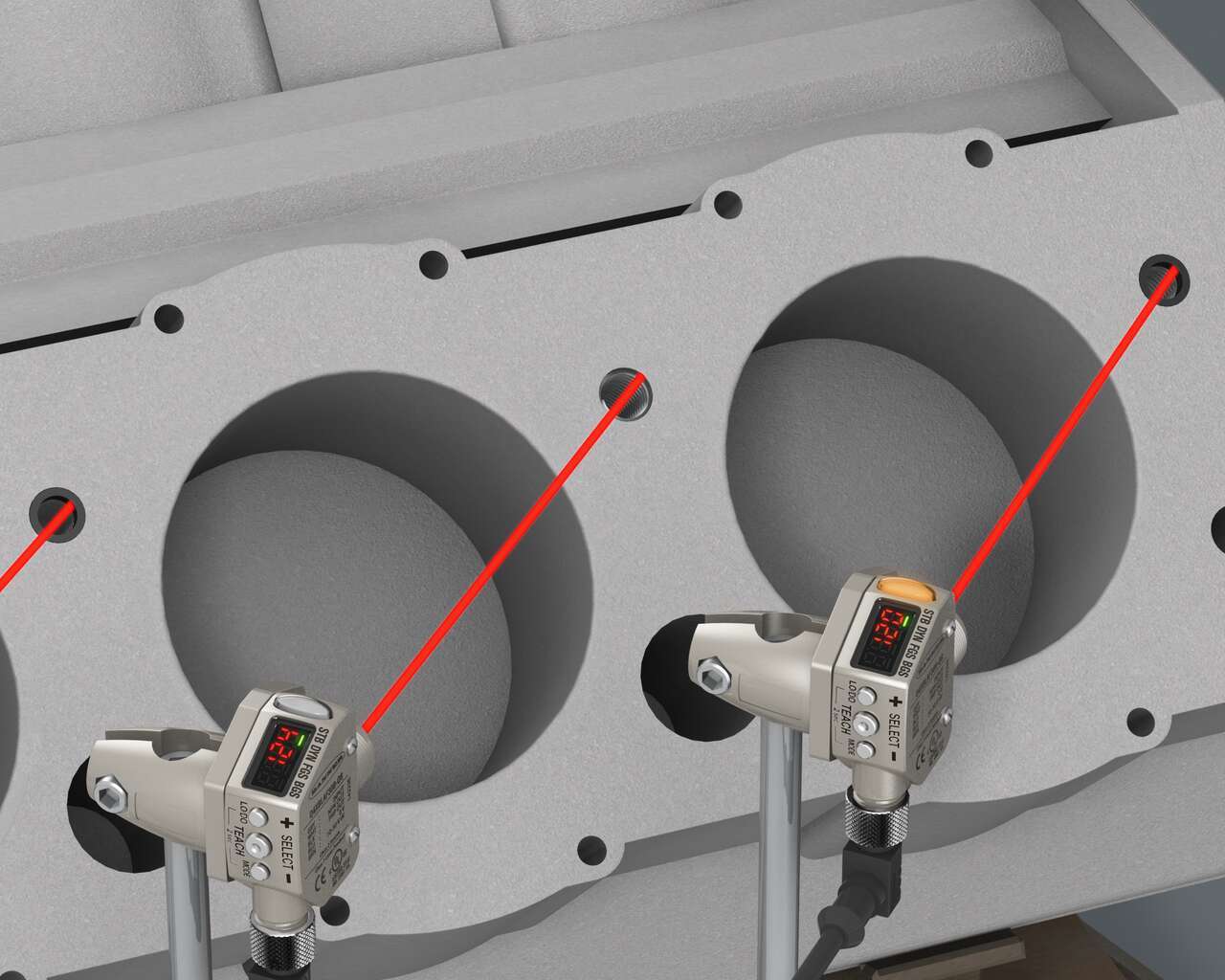
Thread Hole Detection
-

Package Inspection Using Diffuse-Mode Laser Sensors
-

Hard Disk Detection
-
Long-Range Feature Detection
-
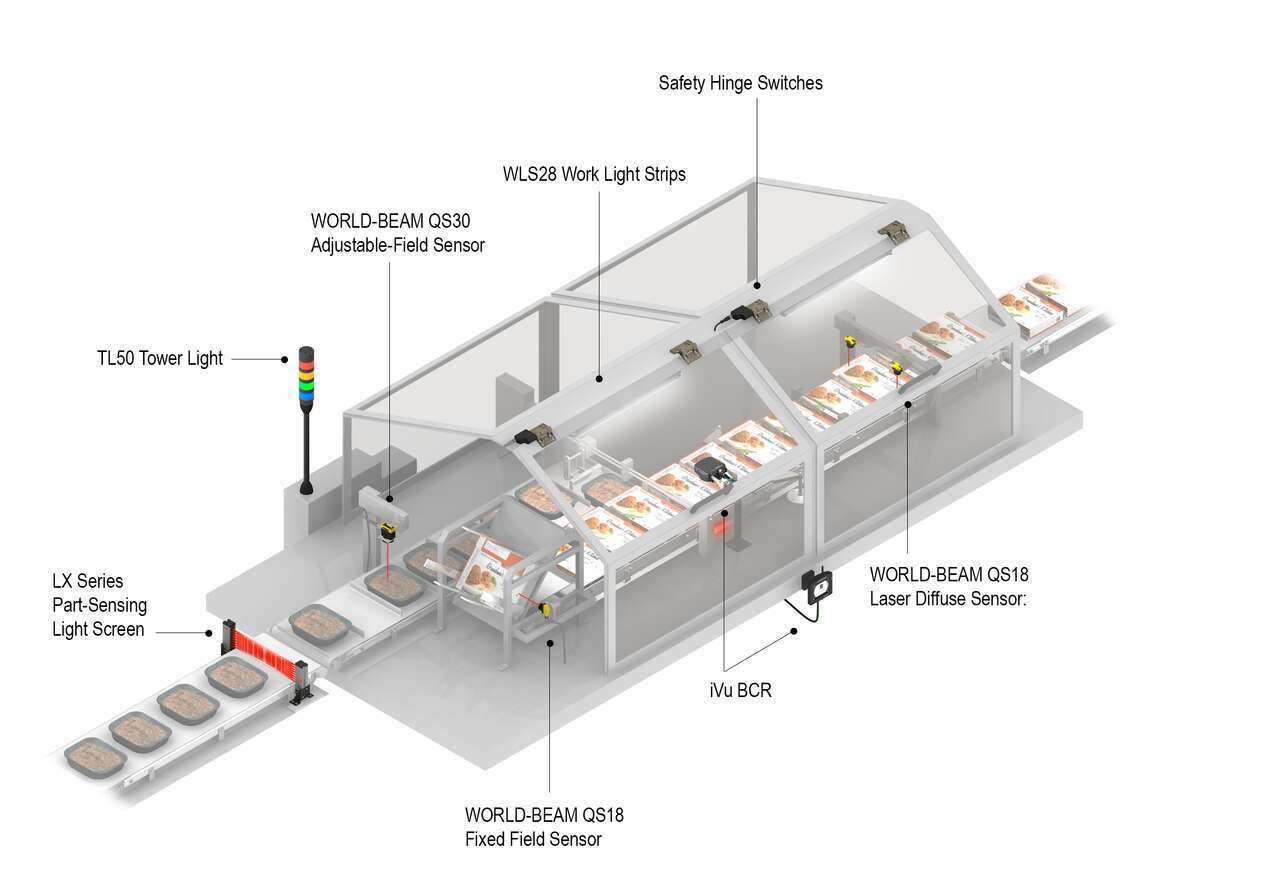
Vertical Form Fill Seal Machine Solutions
-

Non-Contact Fill Level Verification
-
Bottle Fill Level Detection
-

Monitoring Plastic Tray Levels on a Denester Machine
-
Inspection Trigger in Printing
-

Counting Food Cartons for Correct Packaging
-

Soda Can Flow Control
-
Counting Memory Sticks
-
Objects on a Conveyor
-
Load Station Pallet Detection
-
Counting Integrated Circuits
-
Color Sorting
-

Motor Detection
-

Bottle Cap Inspection
-

Carton Stack Height
-
Level Measurement
-
Liquid Leak Detection with a QS18
-

Detecting Bottle Caps of Various Colors
-
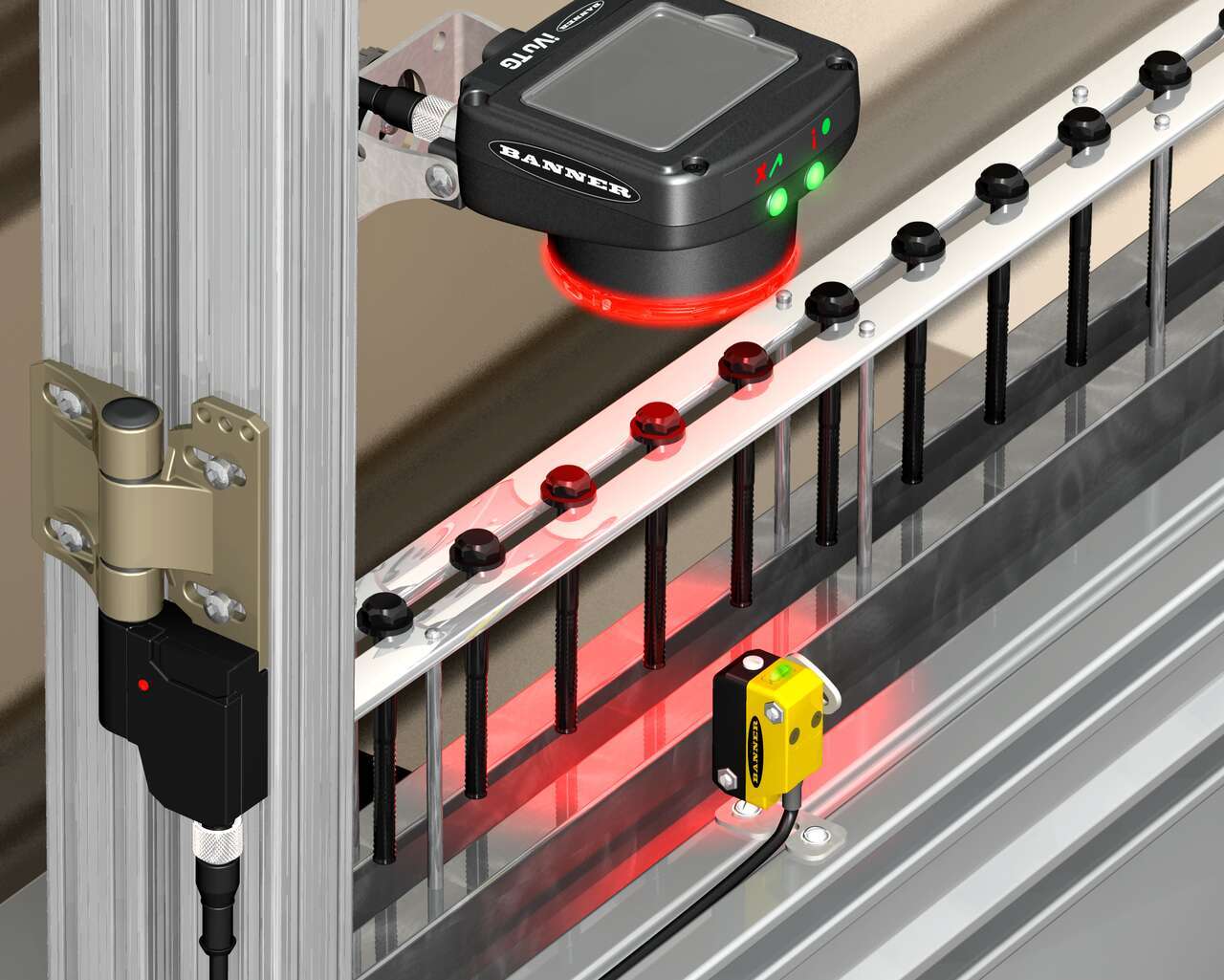
Parts Inspection on a Feeder Bowl Rail
-
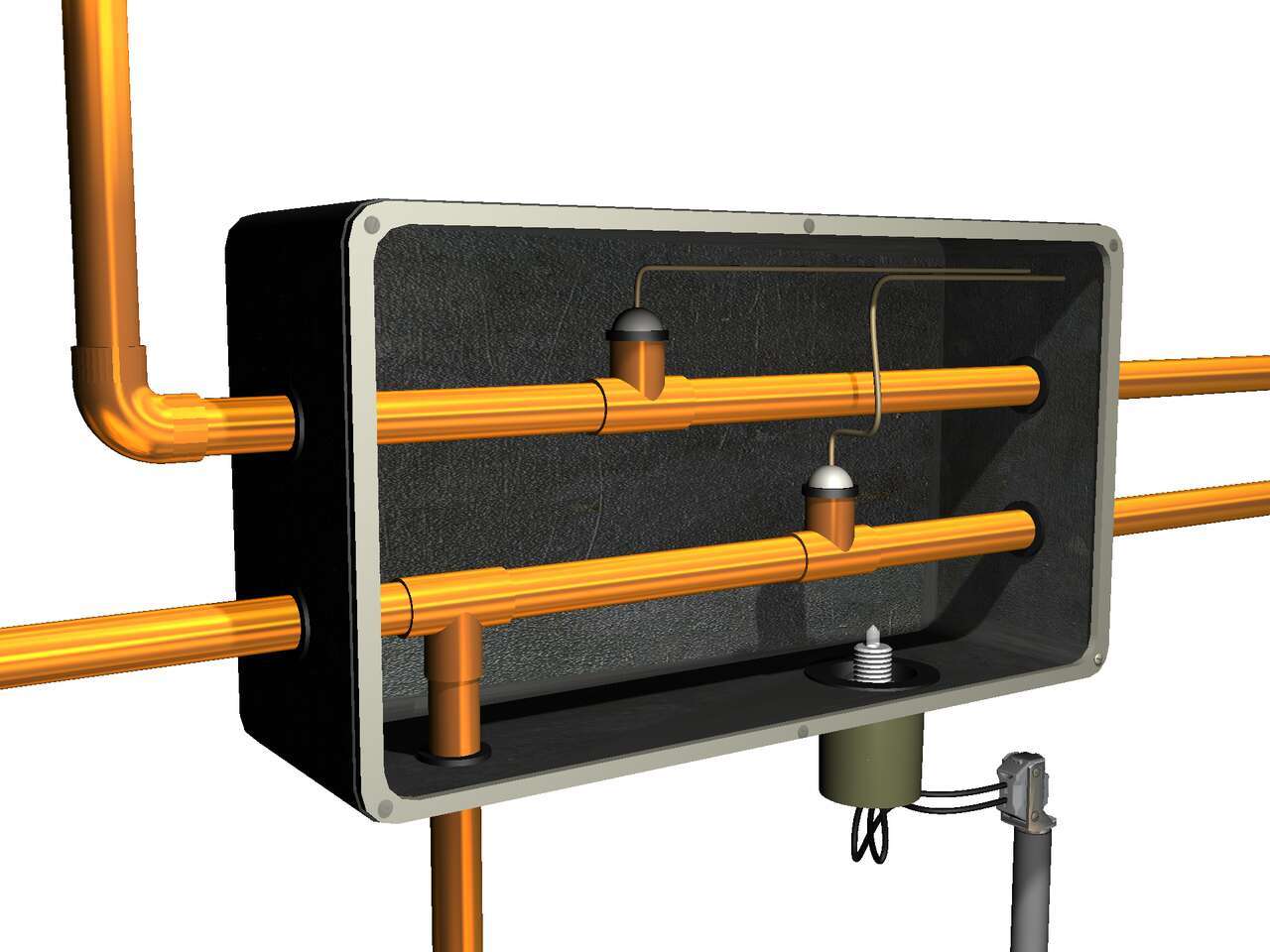
Rubber Washer Detection on Engine Block
-
Part-in-Place Verification
-
Refrigerated Breakfast Roll Detection on Multi-Lane Conveyor
-

Track Vials Through an Automated Clinical Laboratory
-
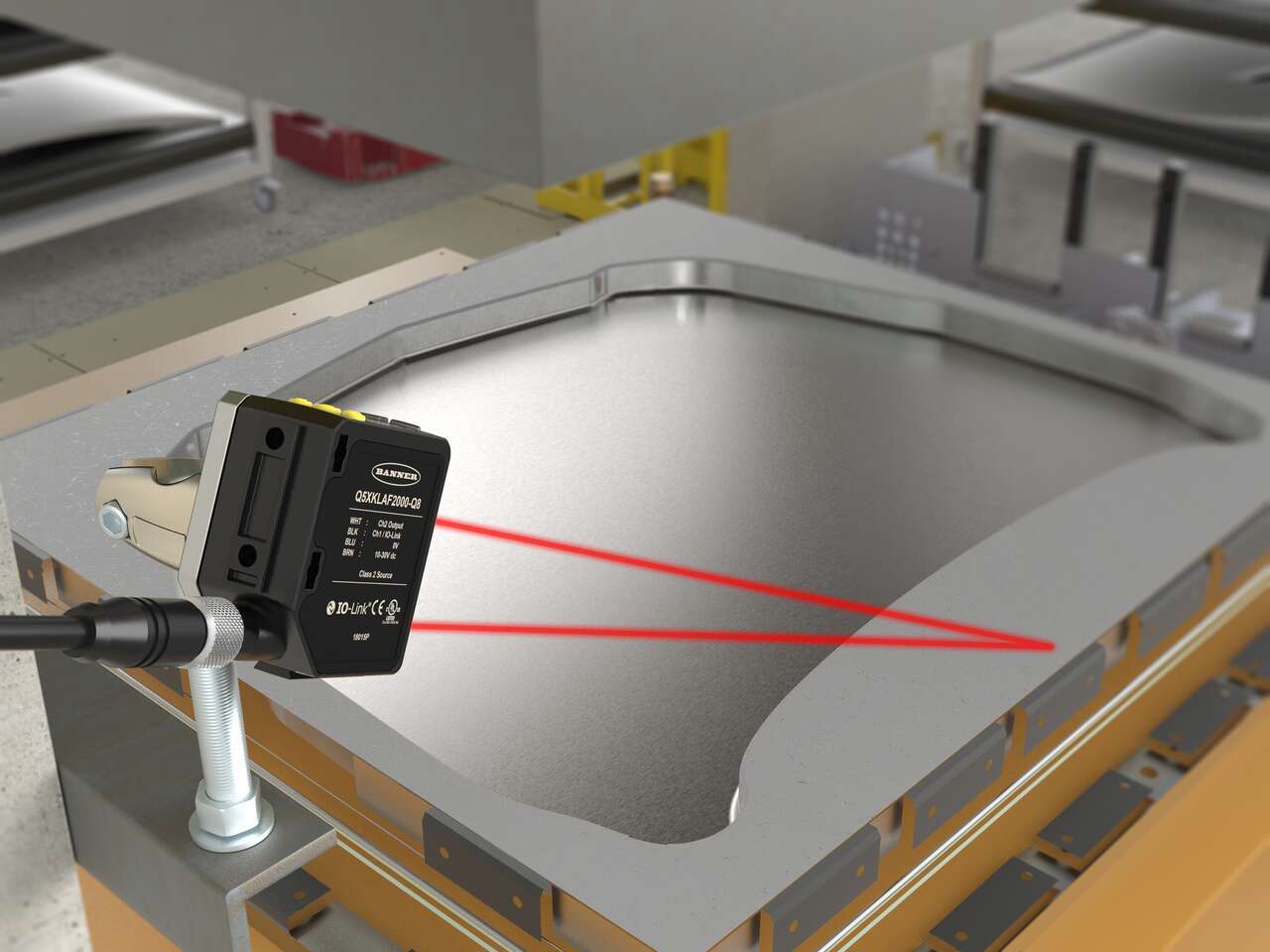
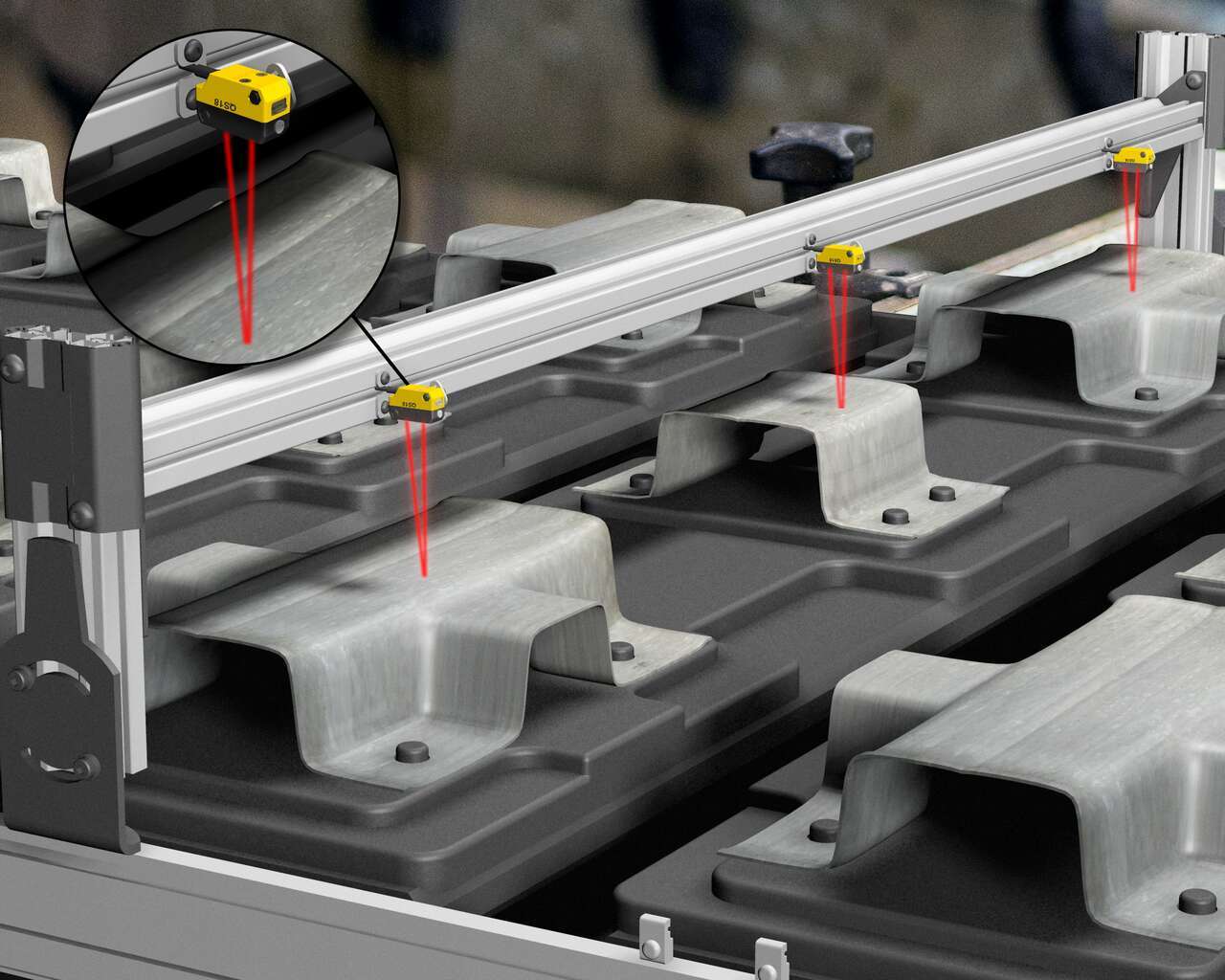
Verifying Metal Sheets on a Stamping Press
-
Controlling Line Pressure of Clear Food Trays at Denester
-
Detection of Clear Liquids in Transparent Packaging
-
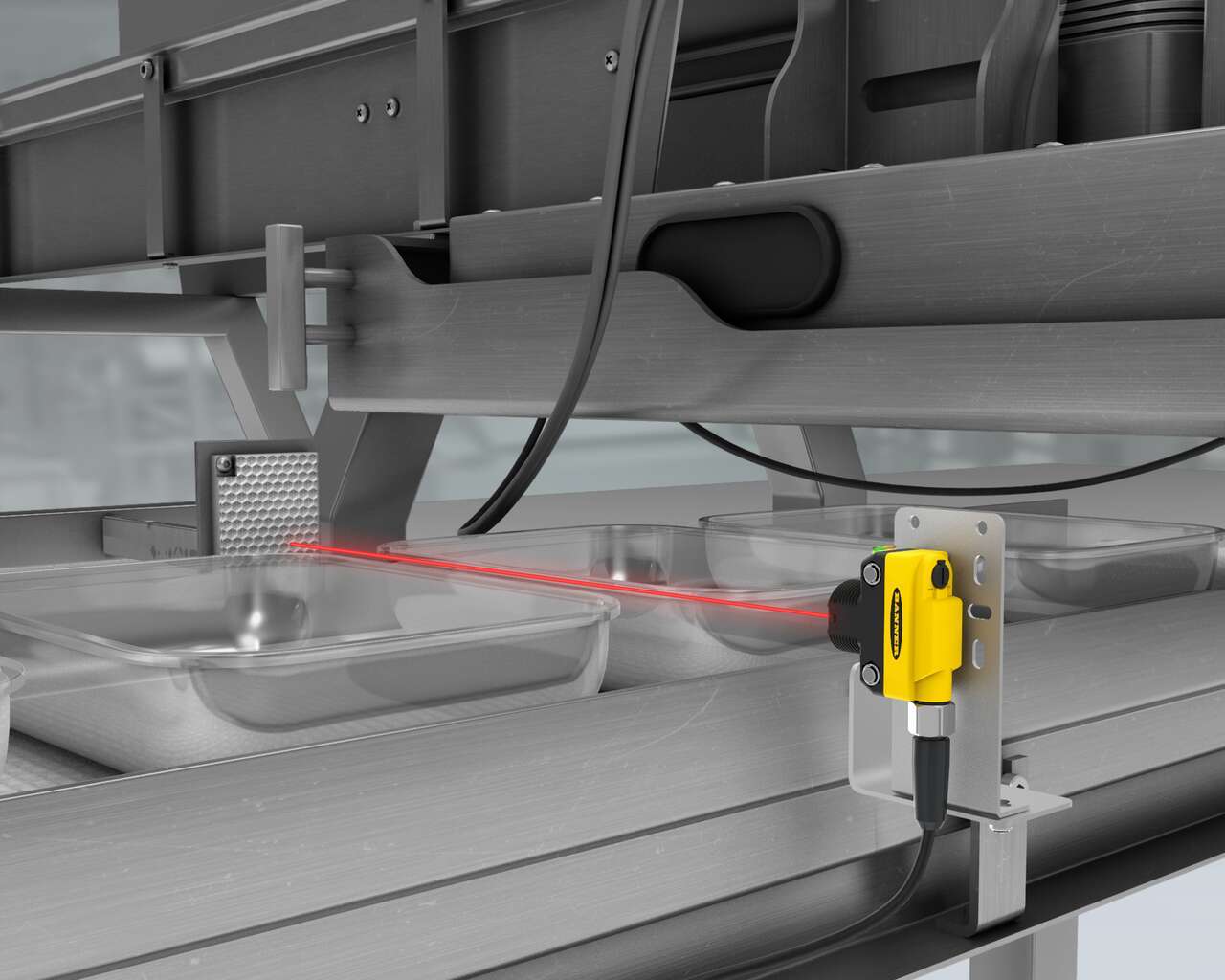
Sanitary Detection of Clear Plastic Food Containers
-
Packaging Frozen Dinners on a Cartoner
-

Exit Chute Jam Indication
-
In-Line Accumulation on Single Filer
-

Detecting Reflective Packages on a Conveyor
-

Detecting Tipped-Over Bottles on a High-Speed Bottling Line
-
Counting Transparent Plastic Containers on a Conveyor
-

Detecting PET Bottles to Regulate Product Flow
-

Dark and Low Contrast Targets
-

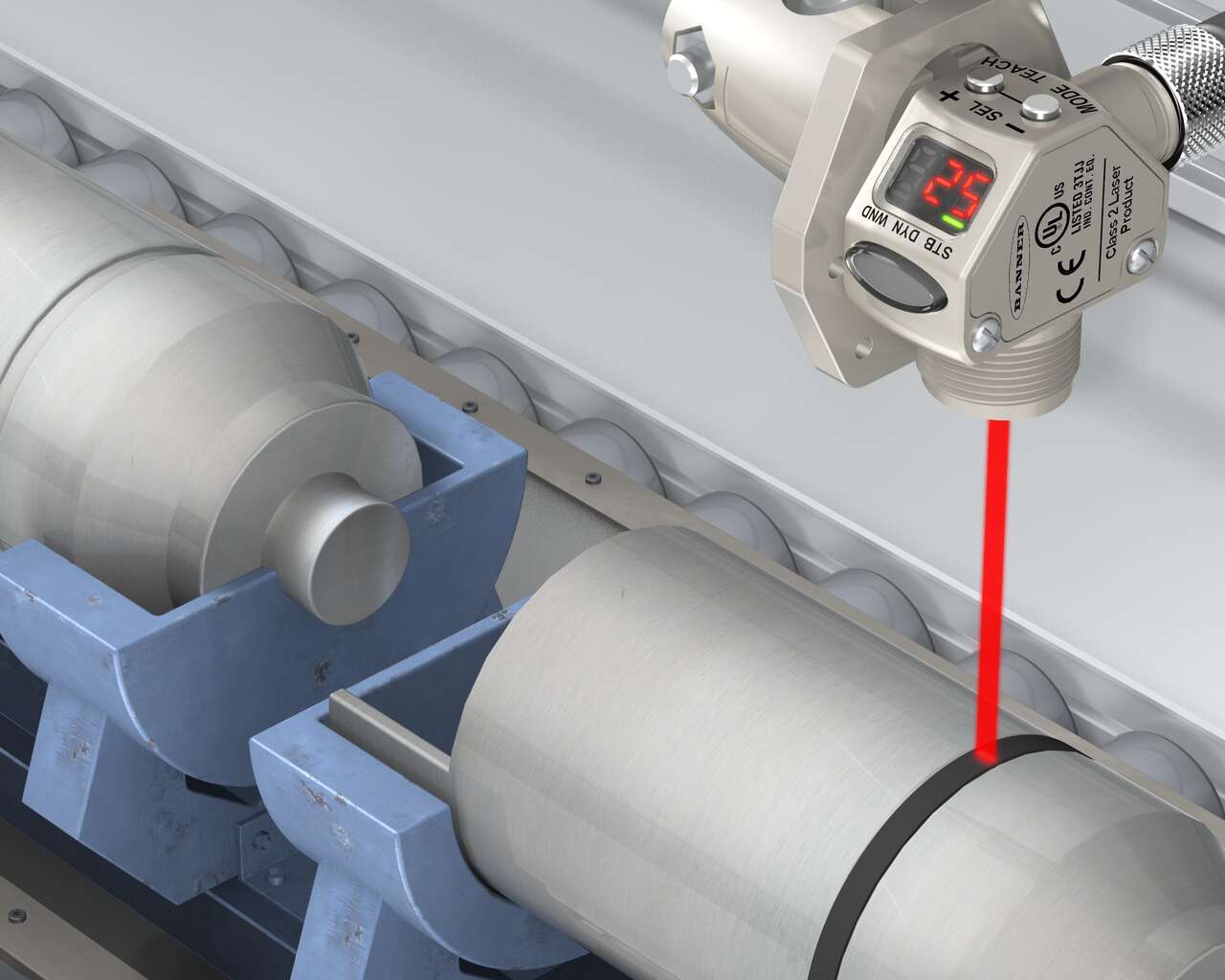
Counting Reflective Rings
-
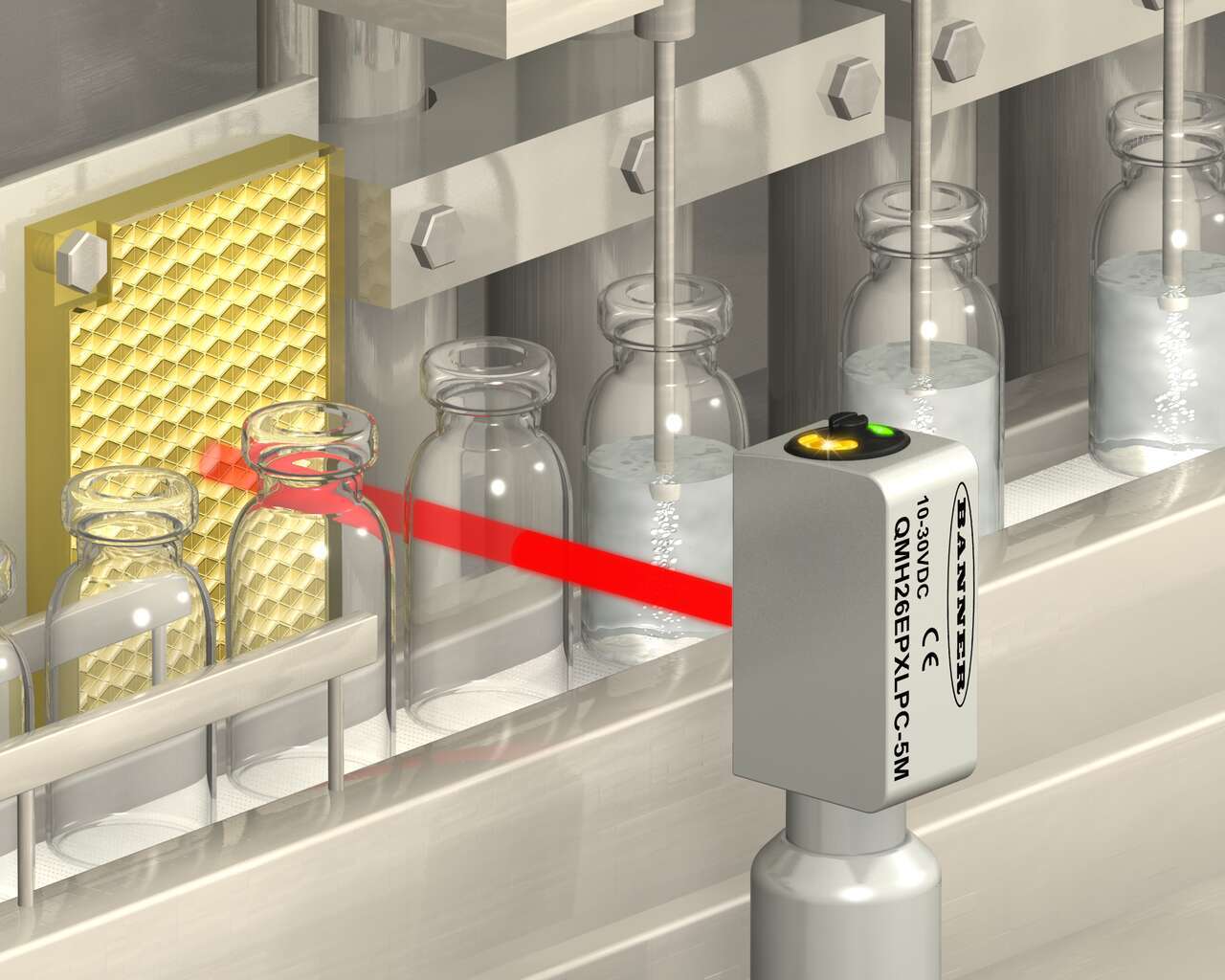
Glass Vial Detection: Hygienic Sensors in Harsh Chemicals
-

Detecting Transparent Bottles in a Washdown Environment
-
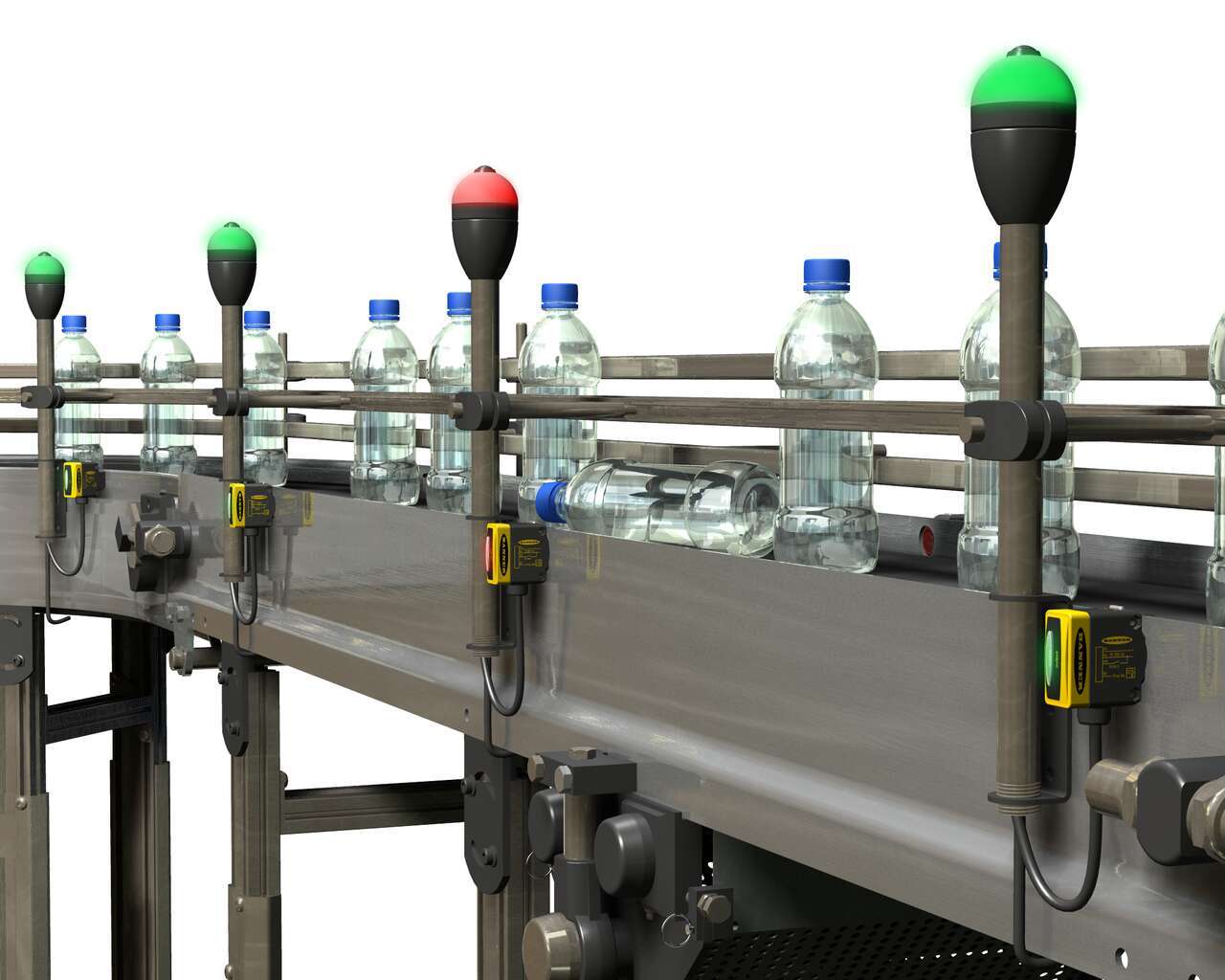
Detecting and Indicating the Presence of a Tipped Bottle
-
Detecting Bottles in Washdown: Glass & PET Plastic
-
Clear Tray Detection at Hopper Food Storage Units
-

Clear Glass Jar Detection for Food and Beverage Splash Zone
-
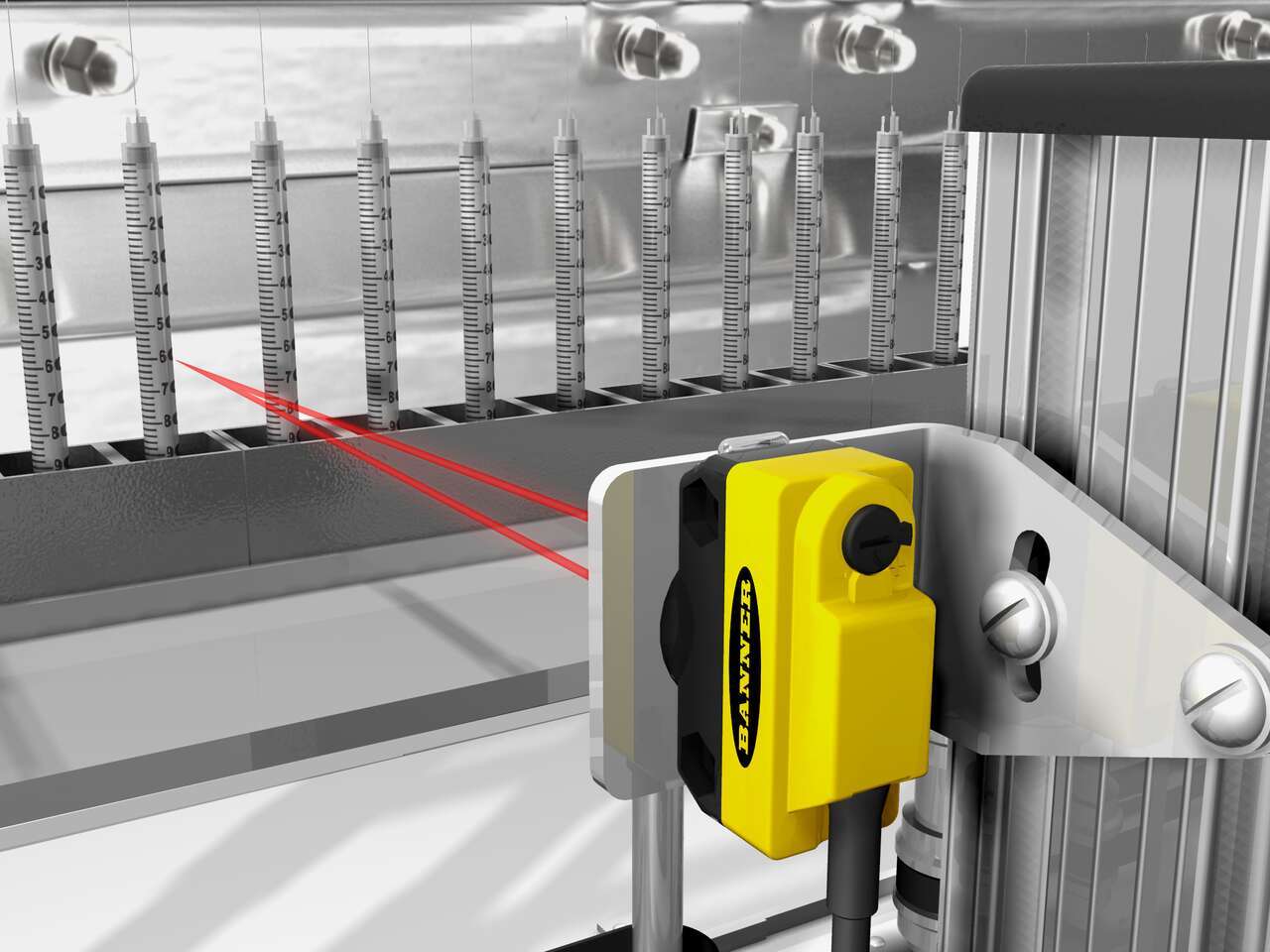
Counting Syringes Using Background Suppression
-

Clear and Reflective Targets
-

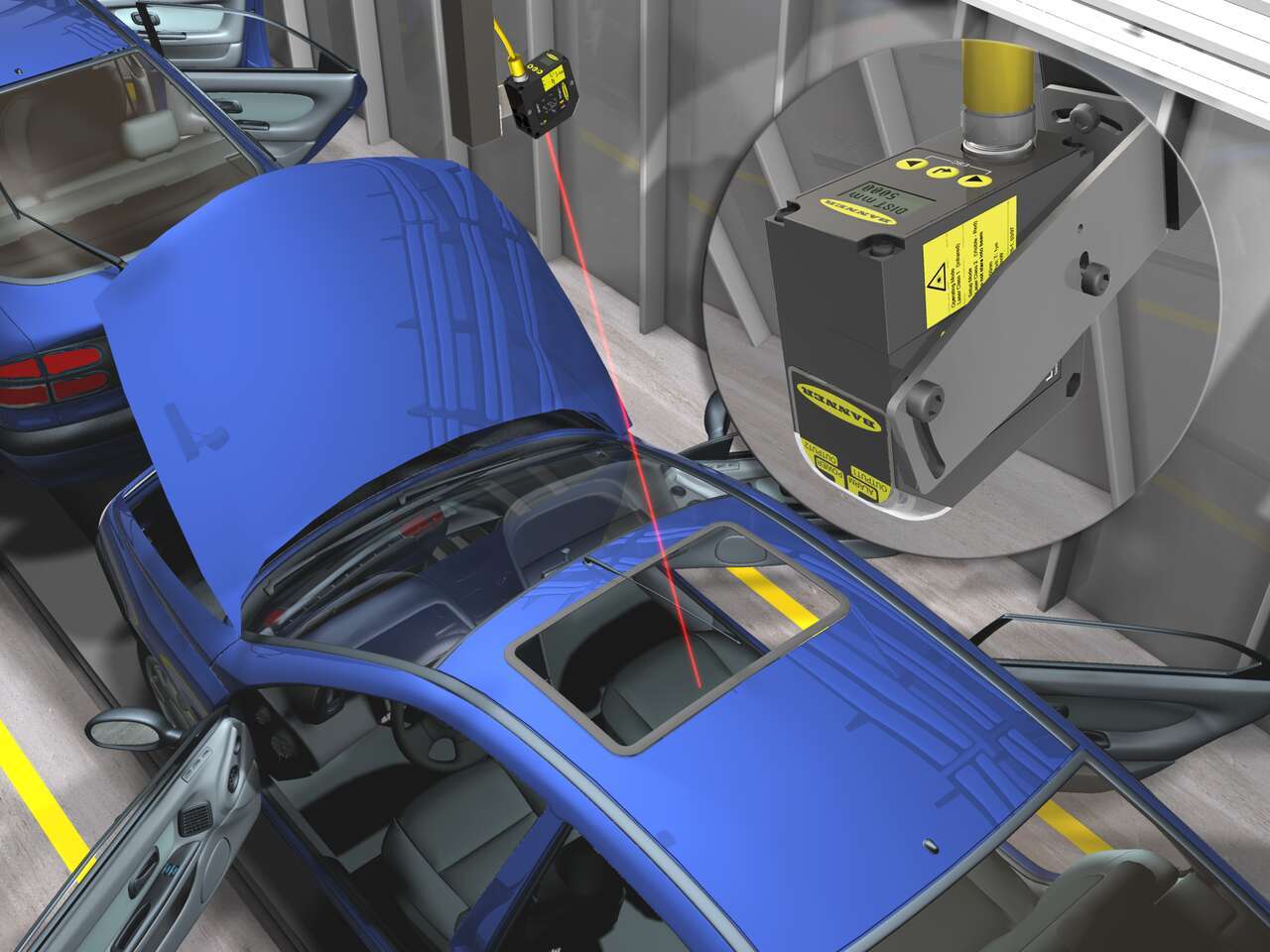
Car Wash
-

Precise Vehicle Positioning in Extreme Car Wash
Resources
The latest Photoelectric Sensors Solutions brochure explores the many different types of Banner sensors and how to choose the right one for your application, whether it be object counting, quality control, object presence or absence, or other automation need.
