
Sensores Fotoelétricos
A Banner oferece a linha mais completa de sensores fotoelétricos do mundo e fornece sensores para praticamente todas as empresas de manufatura da Fortune 500.
| Series Image | Series Name | Opposed Range (m) | Non-polarized Retroreflective Range (m) | Polarized Retroreflective Range (m) | Laser Polarized Retroreflective Range (m) | Diffuse Range (mm) | Fixed-Field Range (mm) | Adjustable-Field Range (mm) | Type of Emitter | Housing Material | IP Rating | Response Time (μs) | Operating Temperature | IO-Link | Clear Object Detection |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Series Image  |
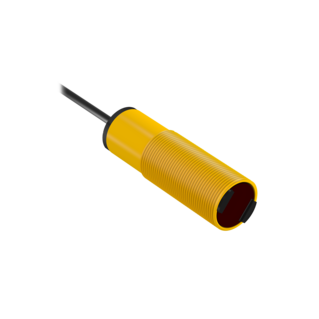
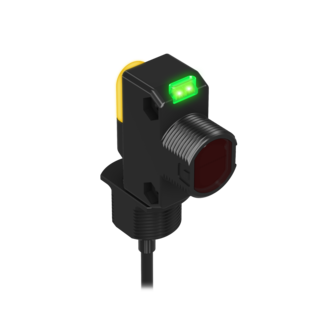
Series Name QS18 | Opposed Range (m) 20 | Non-polarized Retroreflective Range (m) 6.5 | Polarized Retroreflective Range (m) 3.5 | Laser Polarized Retroreflective Range (m) 10 | Diffuse Range (mm) 600 | Fixed-Field Range (mm) 200 | Adjustable-Field Range (mm) 350 | Type of Emitter LED and Laser | Housing Material Plastic | IP Rating IP67 | Response Time (μs) 600–800 | Operating Temperature -20 to +70 °C | IO-Link ✅ YES | Clear Object Detection ✅ YES |
Series Image  |
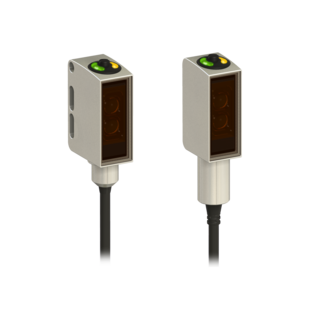
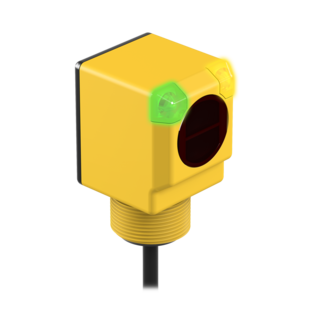
Series Name Q20 | Opposed Range (m) 20 | Non-polarized Retroreflective Range (m) 6 | Polarized Retroreflective Range (m) 4 | Laser Polarized Retroreflective Range (m) — | Diffuse Range (mm) 1500 | Fixed-Field Range (mm) 150 | Adjustable-Field Range (mm) 400 | Type of Emitter LED | Housing Material Plastic | IP Rating IP67 | Response Time (μs) 850–1000 | Operating Temperature -20 to +60 °C | IO-Link ✅ YES | Clear Object Detection 🚫 NO |
Series Image  |
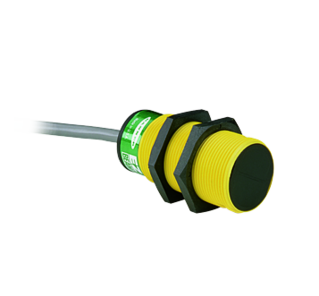
Series Name QS30 | Opposed Range (m) 60 | Non-polarized Retroreflective Range (m) 12 | Polarized Retroreflective Range (m) 8 | Laser Polarized Retroreflective Range (m) 18 | Diffuse Range (mm) 1400 | Fixed-Field Range (mm) 600 | Adjustable-Field Range (mm) 600 | Type of Emitter LED and Laser | Housing Material Plastic | IP Rating IP67 | Response Time (μs) 2000–5000 | Operating Temperature -20 to +70 °C | IO-Link 🚫 NO | Clear Object Detection ✅ YES |
Series Image  |
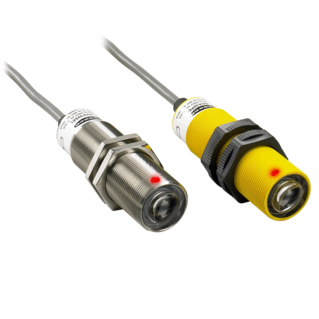
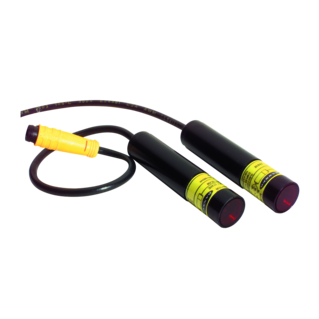
Series Name T18-2 | Opposed Range (m) 25 | Non-polarized Retroreflective Range (m) — | Polarized Retroreflective Range (m) 6 | Laser Polarized Retroreflective Range (m) — | Diffuse Range (mm) 750 | Fixed-Field Range (mm) 200 | Adjustable-Field Range (mm) — | Type of Emitter LED | Housing Material Plastic | IP Rating IP67, IP68, IP69K | Response Time (μs) 1500–2000 | Operating Temperature -40 to +70 °C | IO-Link 🚫 NO | Clear Object Detection 🚫 NO |
Series Image  |
Series Name Q3X | Opposed Range (m) — | Non-polarized Retroreflective Range (m) — | Polarized Retroreflective Range (m) — | Laser Polarized Retroreflective Range (m) — | Diffuse Range (mm) 300 | Fixed-Field Range (mm) 200 | Adjustable-Field Range (mm) — | Type of Emitter Laser | Housing Material Metal | IP Rating IP67, IP68, IP69K | Response Time (μs) 250 | Operating Temperature -10 to +50 °C | IO-Link 🚫 NO | Clear Object Detection 🚫 NO |
Series Image  |
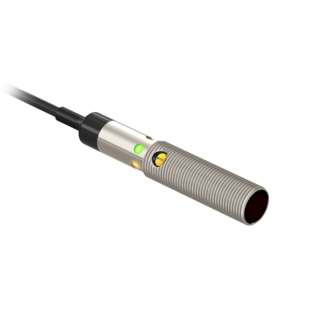
Series Name Q2X | Opposed Range (m) 3 | Non-polarized Retroreflective Range (m) — | Polarized Retroreflective Range (m) 3.3 | Laser Polarized Retroreflective Range (m) — | Diffuse Range (mm) — | Fixed-Field Range (mm) 50 | Adjustable-Field Range (mm) 3000 | Type of Emitter LED and Laser | Housing Material Plastic | IP Rating IP67 | Response Time (μs) 600–100,000 | Operating Temperature -25 to +50 °C | IO-Link ✅ YES | Clear Object Detection ✅ YES |







































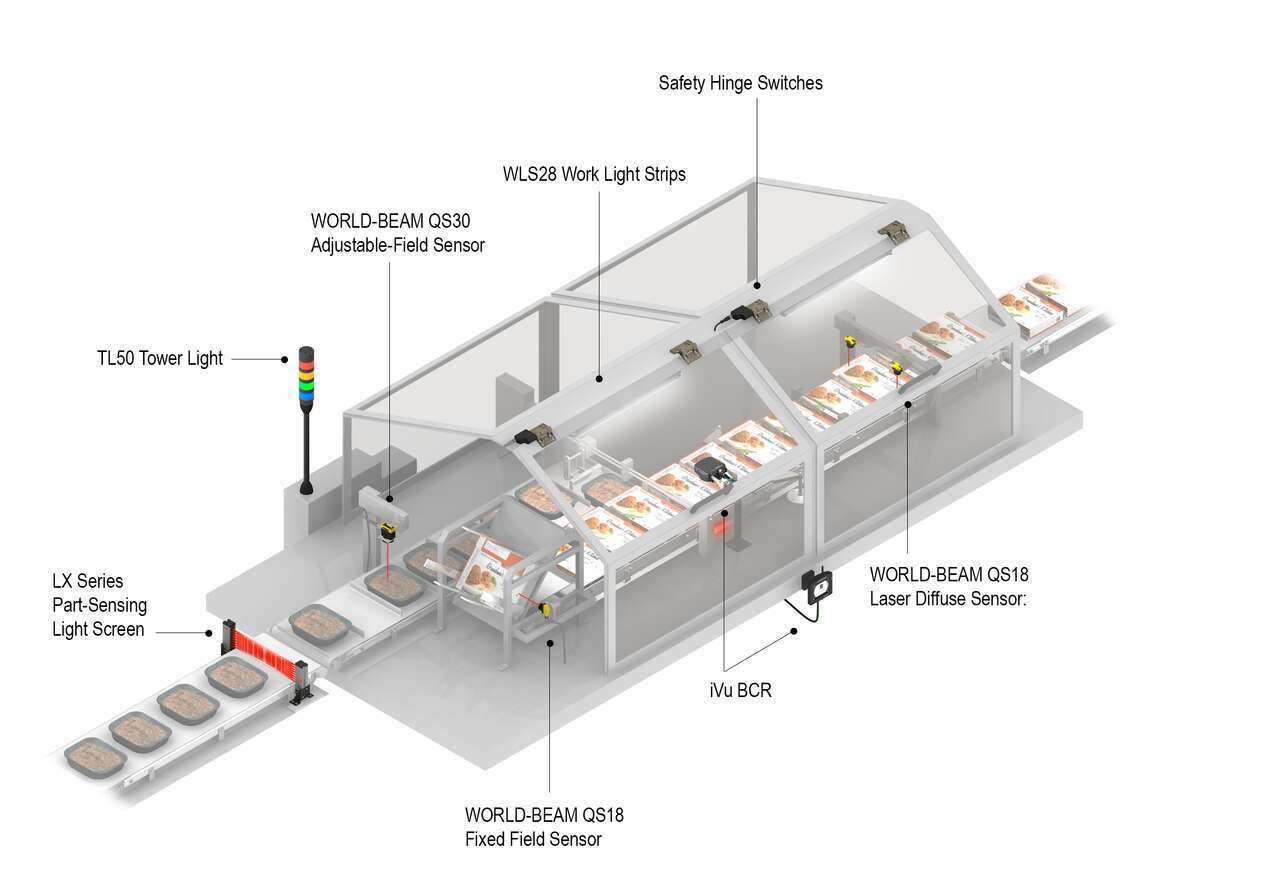
Photoelectric Applications
-
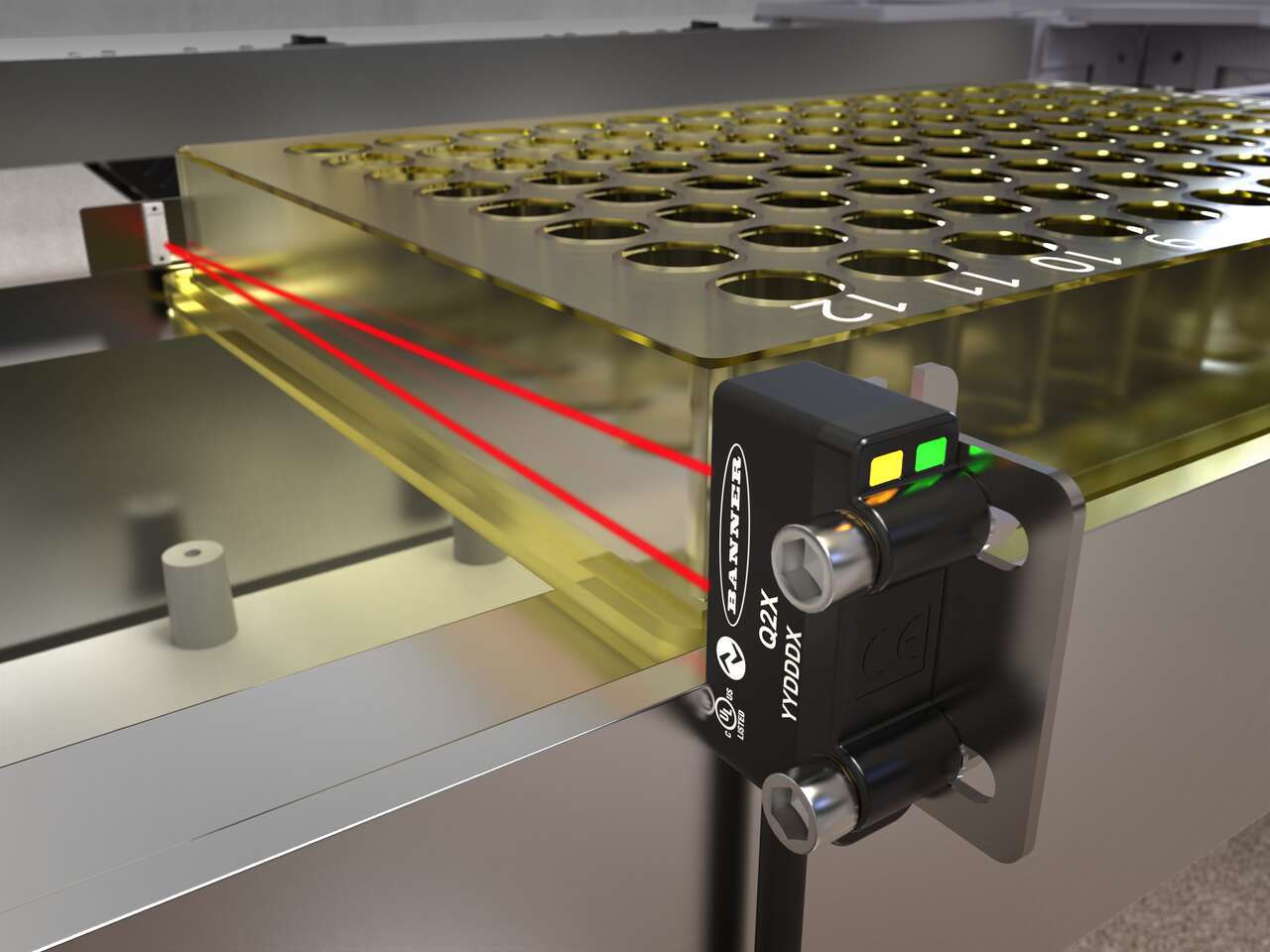
Accurate Positioning in Medical & Scientific Laboratories
-
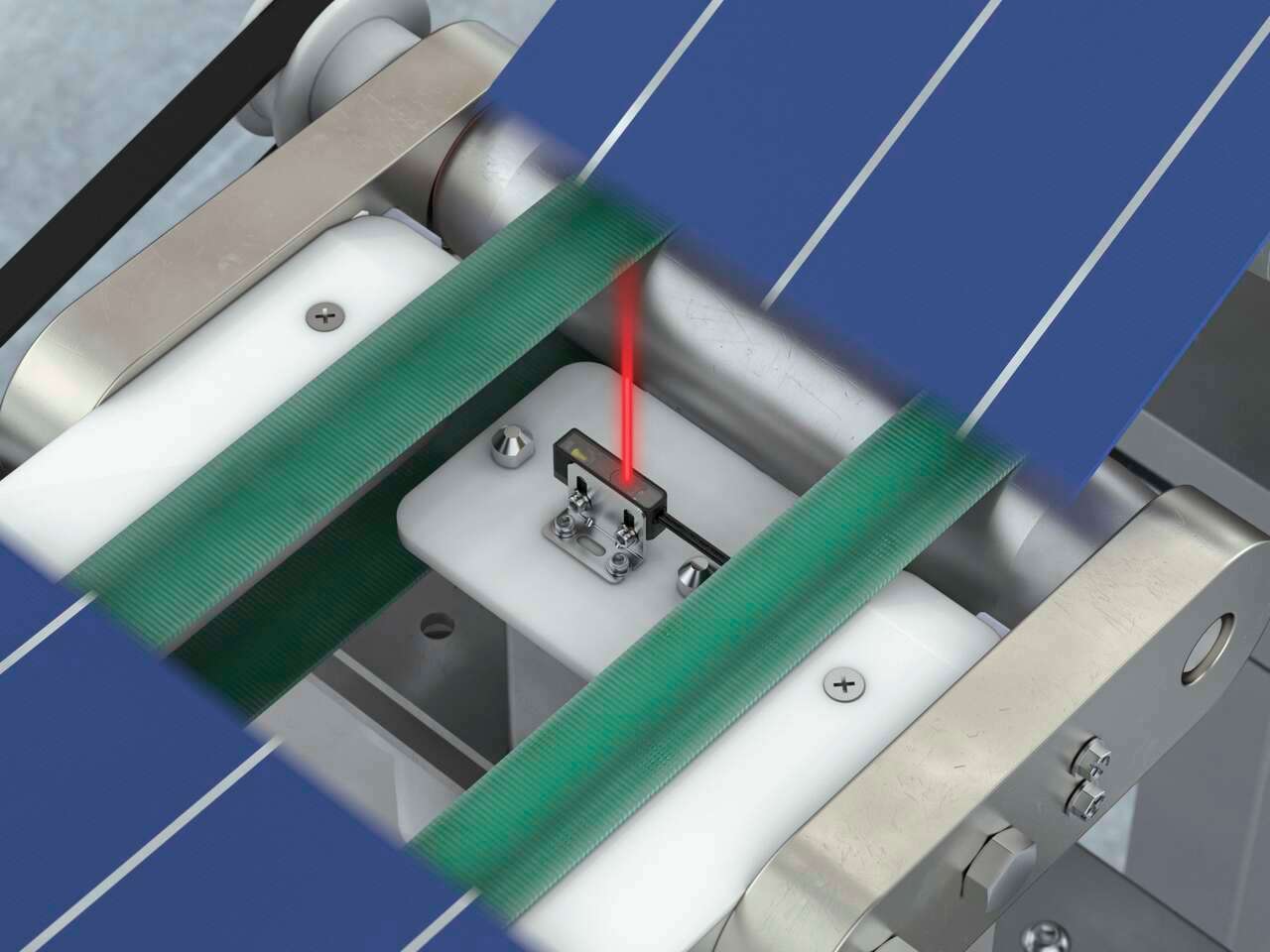
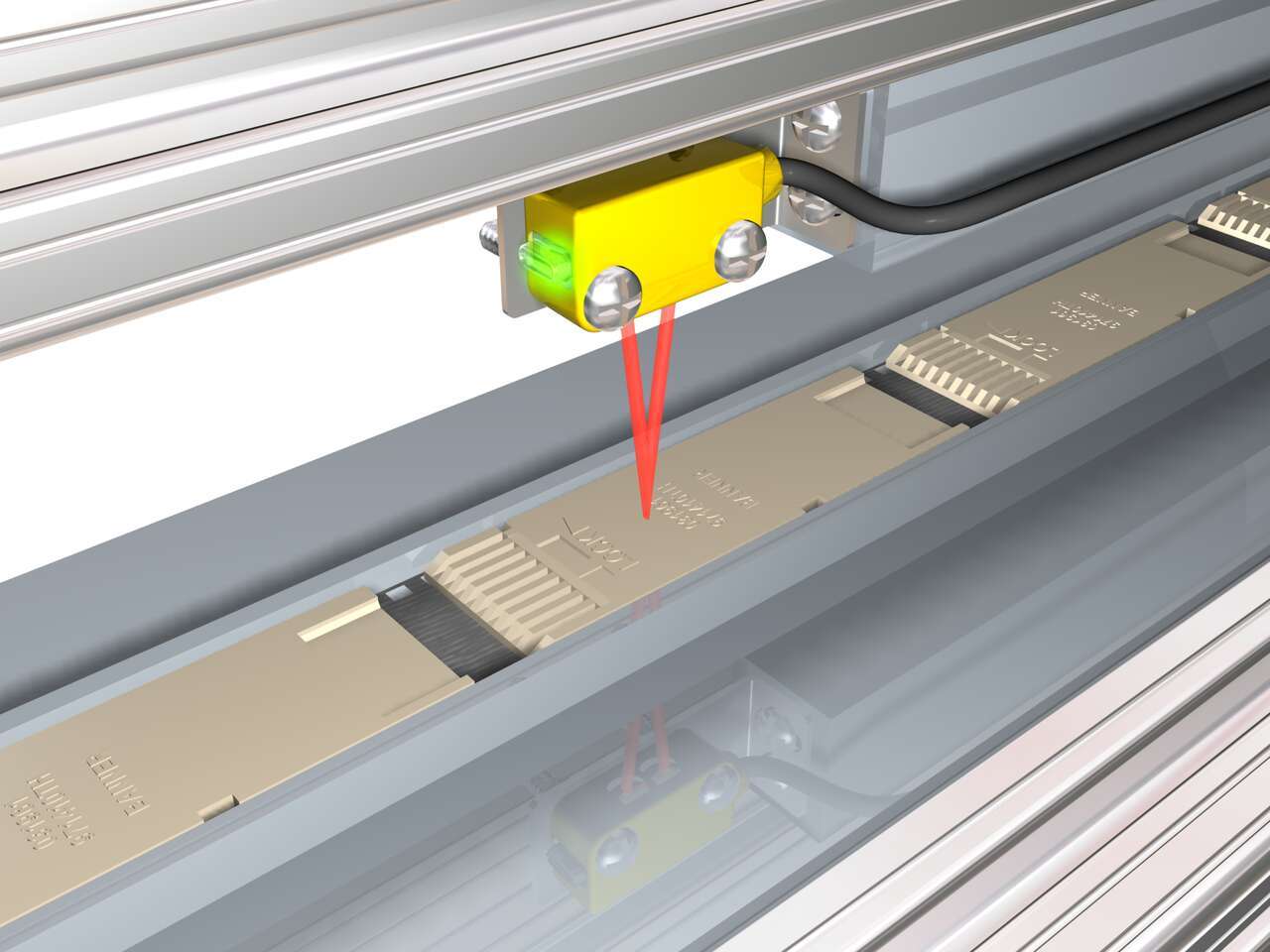
Dark Wafer Presence Detection
-
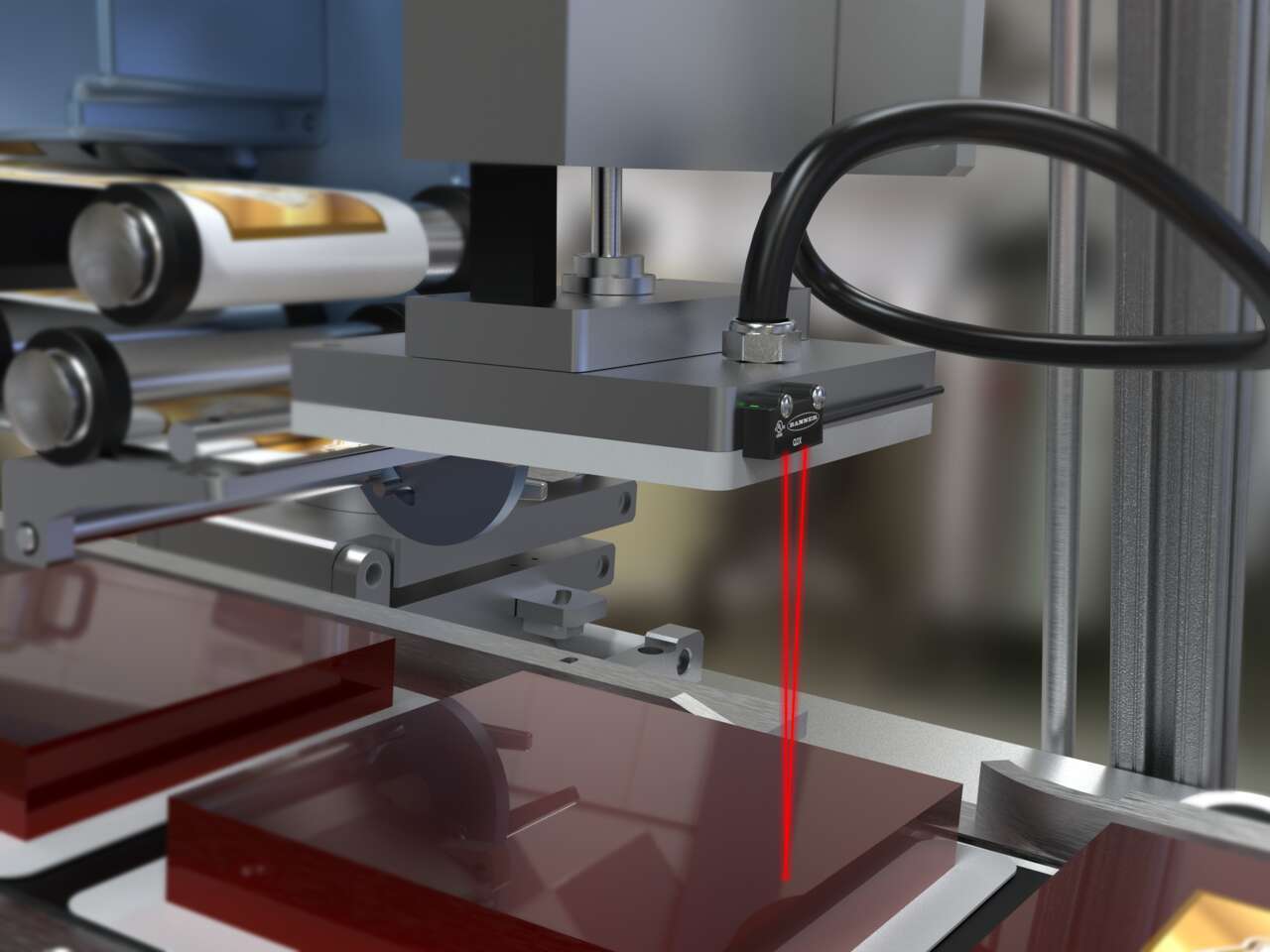
Streamline Labeling Process with a Fixed-Field Sensor
-

Status Indication on Airport Conveyor
-

Preventing Jams in Airport Baggage Retrieval Systems
-

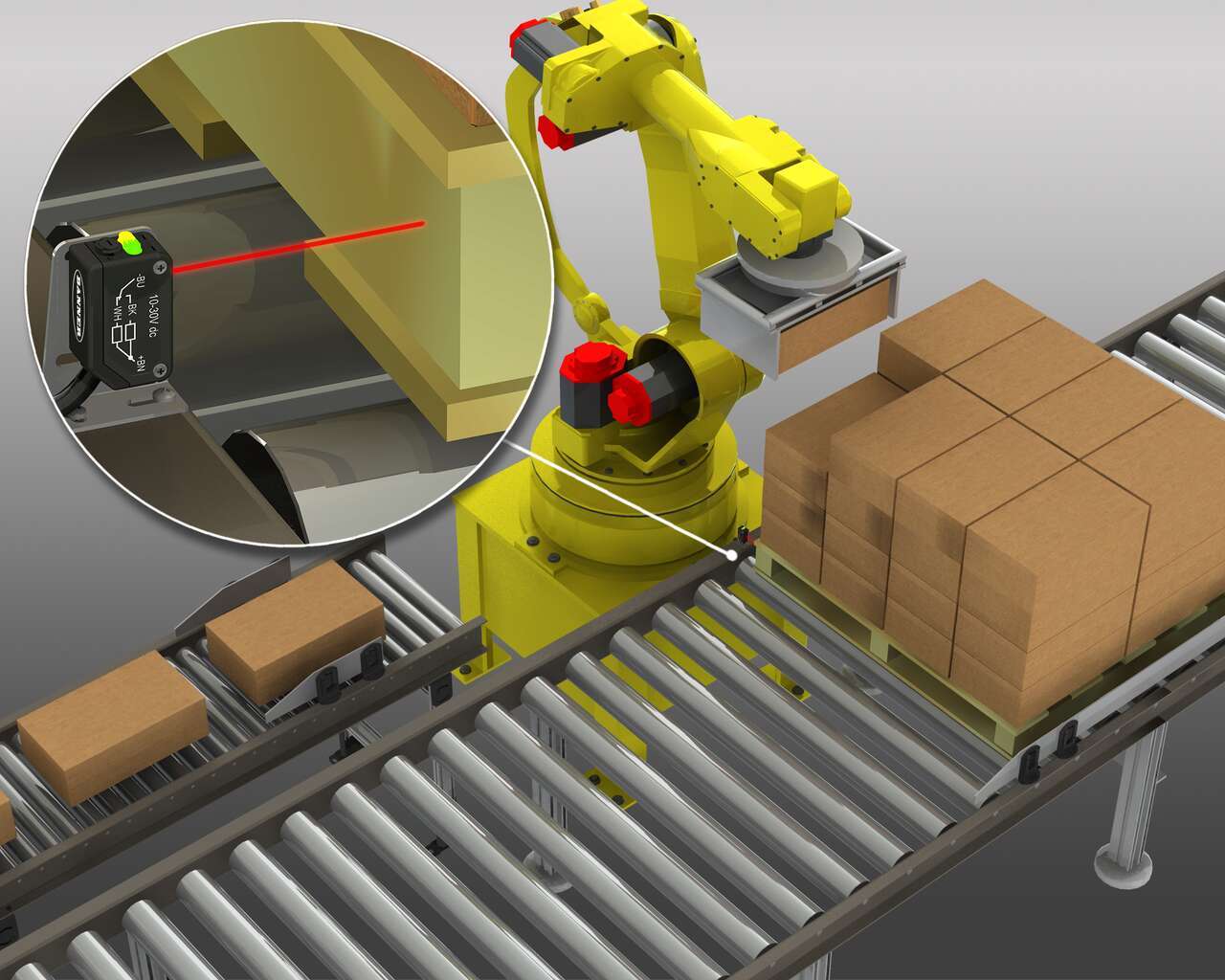
Positioning Pallets for Unloading by Robot Arms
-

Orientação Iluminada para Empilhadeiras
-

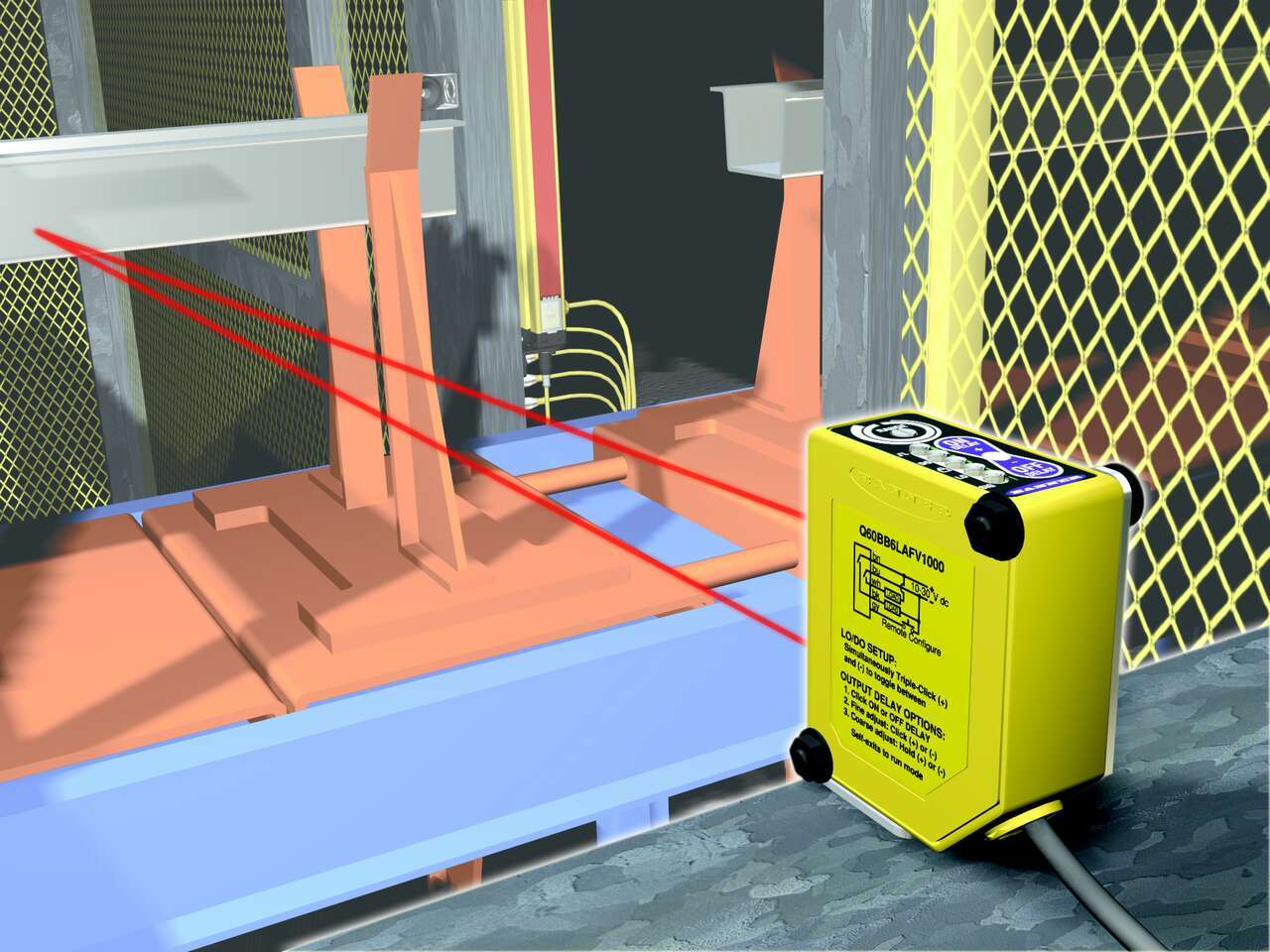
Jam Detection on a Conveyor with Only AC Power
-
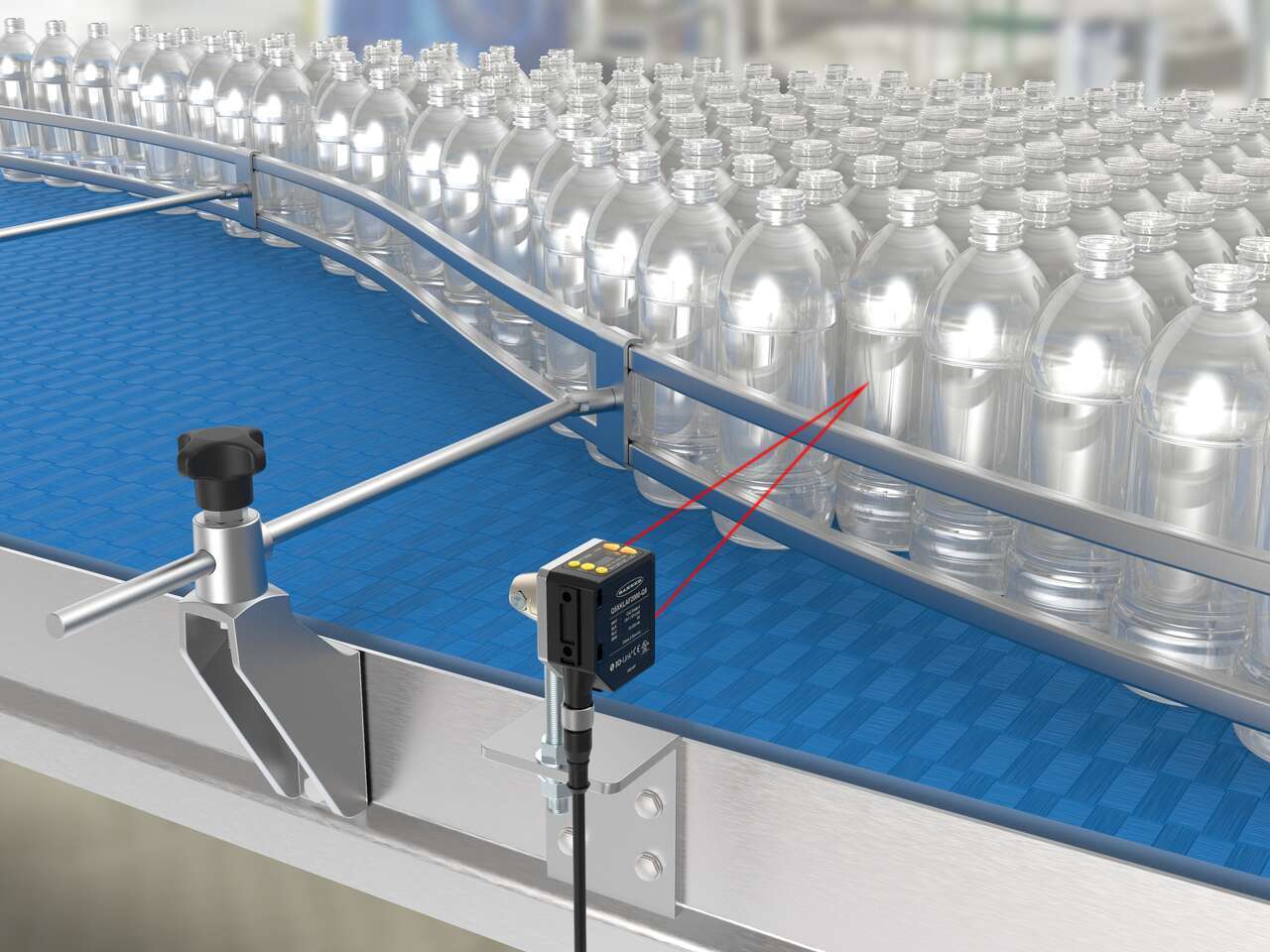
![Detecção Consistente de Garrafas Plásticas Transparentes em um Transportador [História de Sucesso]](/content/dam/banner-engineering/photography/general---stock-photography/stock_photo_new/bigstock-Bottle-Industry-30664220.jpg/jcr:content/renditions/cq5dam.web.1280.1280.jpeg)
Consistent Detection of Transparent Plastic Bottles Along a Conveyor Machine
-
![Operator Guidance Solution [Success Story]](/content/dam/banner-engineering/3d-renders/application-notes/wcc-migration/2013/PVD_QS30LE_OTB_K50L_Bin-Pick-for-Transmission-Plate.psd/jcr:content/renditions/cq5dam.web.1280.1280.jpeg)
Operator Guidance Solution
-
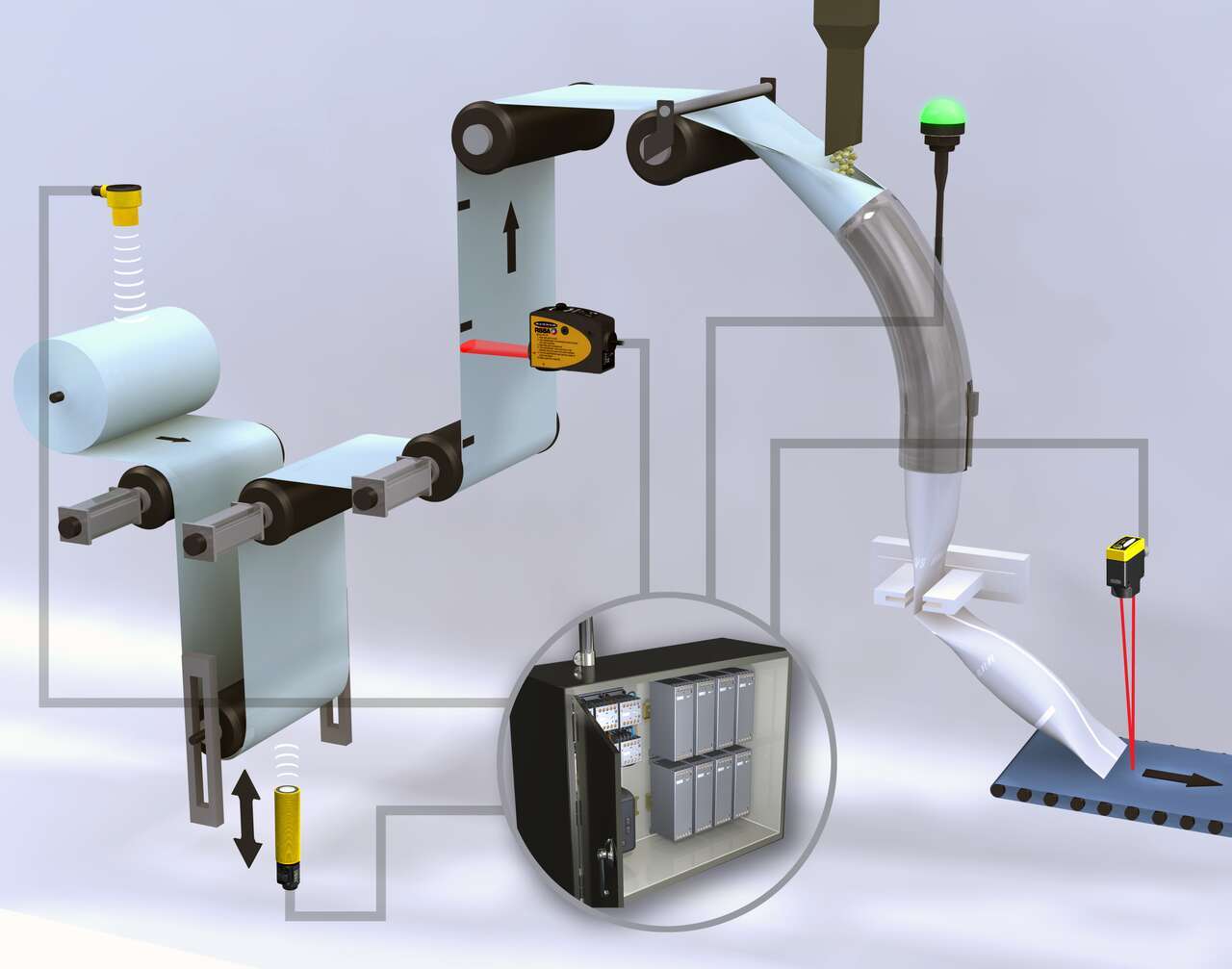
![Rotulagem Termorretrátil em Altas Velocidades [História de Sucesso]](/content/dam/banner-engineering/3d-renders/application-notes/wcc-migration/2013/QS18VN6LLPQ5-Shrink-Sleeve-Bottle-Labeling.psd/jcr:content/renditions/cq5dam.web.1280.1280.jpeg)
Rotulagem Termorretrátil em Altas Velocidades [História de Sucesso]
-
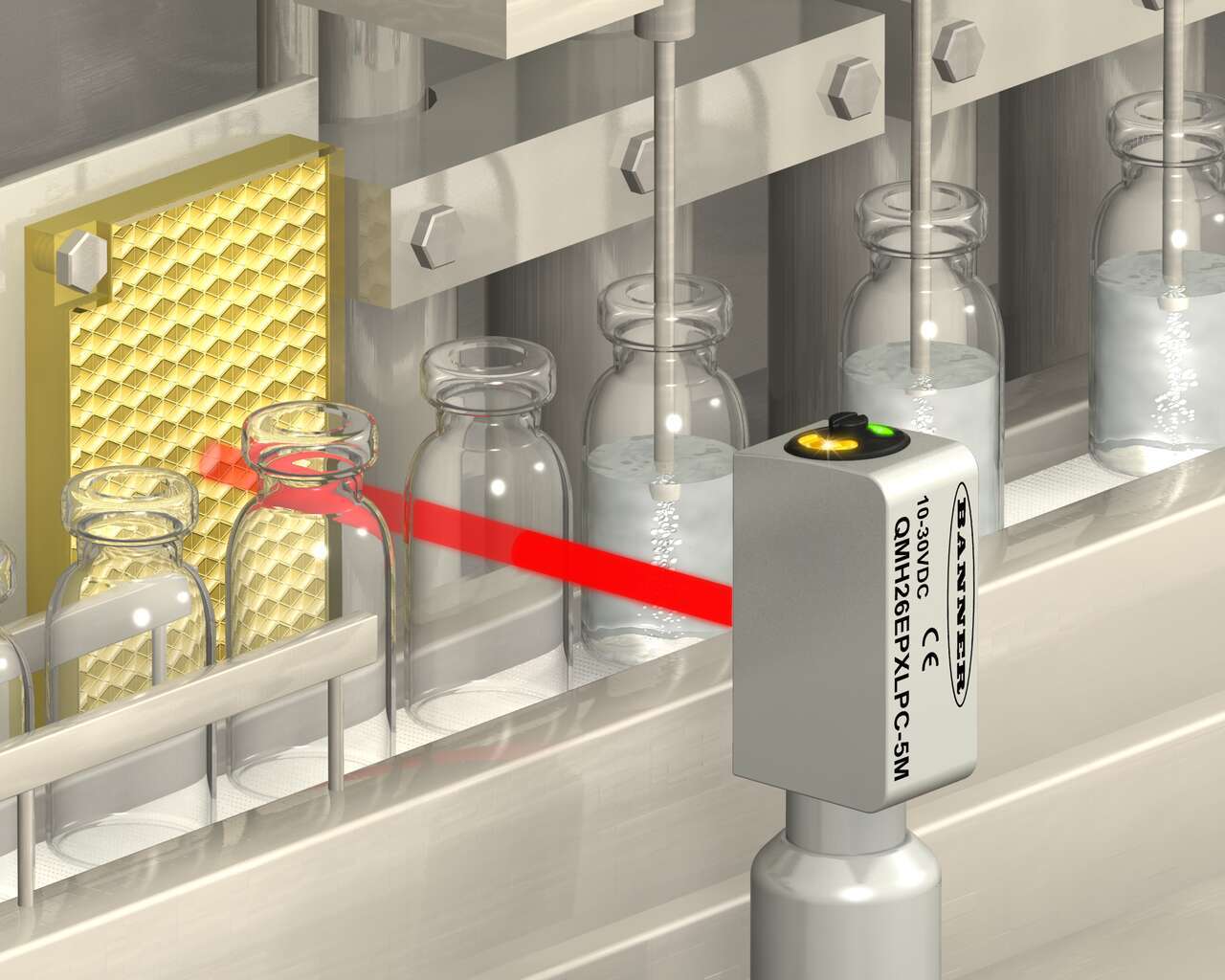
![O Sensor de LED Azul Detecta Frascos de Cor Âmbar [História de Sucesso]](/content/dam/banner-engineering/3d-renders/application-notes/wcc-migration/2010/QS18LV-Solid-Dose-Pkng---Perscription-Vial-Detect.psd/jcr:content/renditions/cq5dam.web.1280.1280.jpeg)
O Sensor de LED Azul Detecta Frascos de Cor Âmbar [História de Sucesso]
-
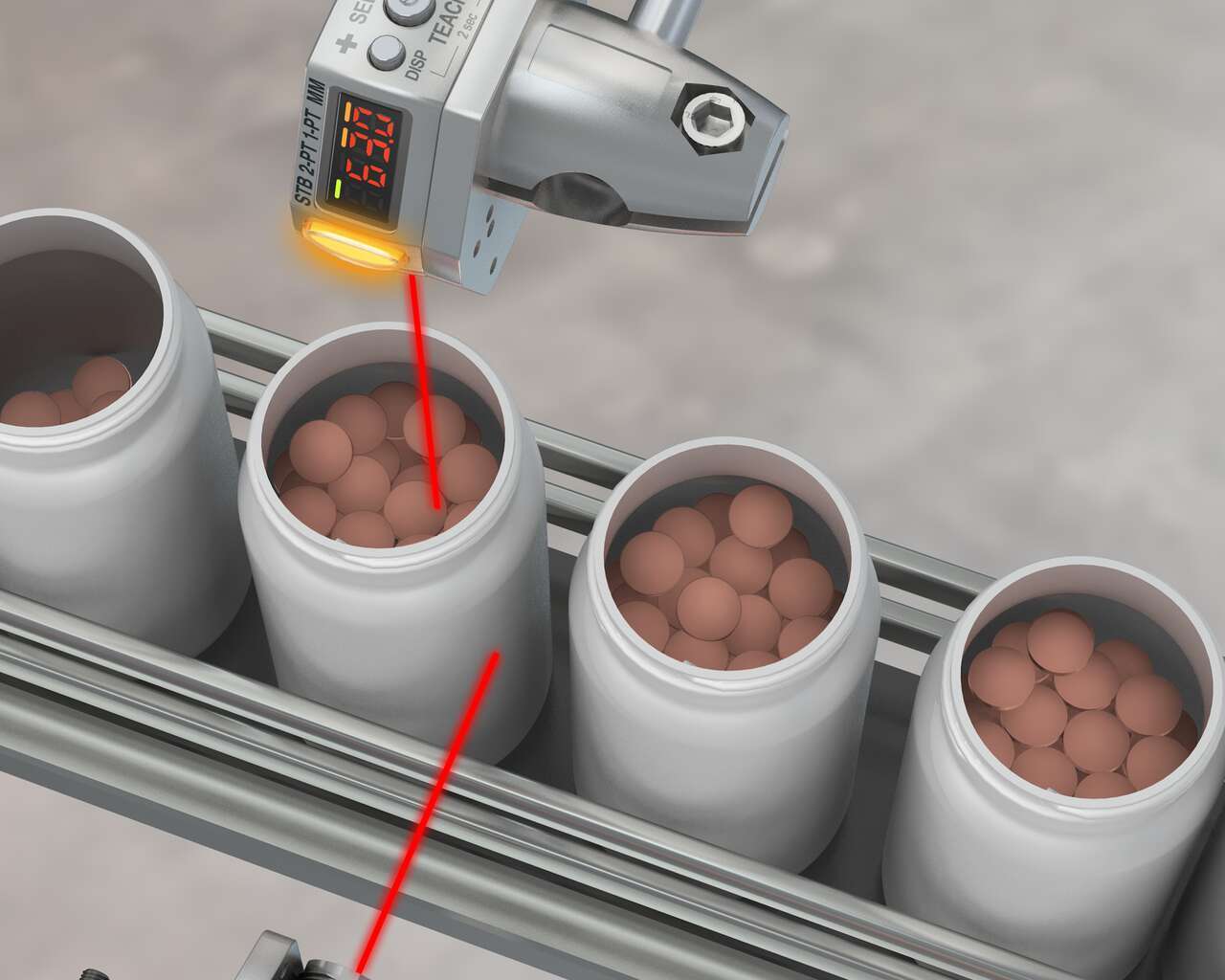
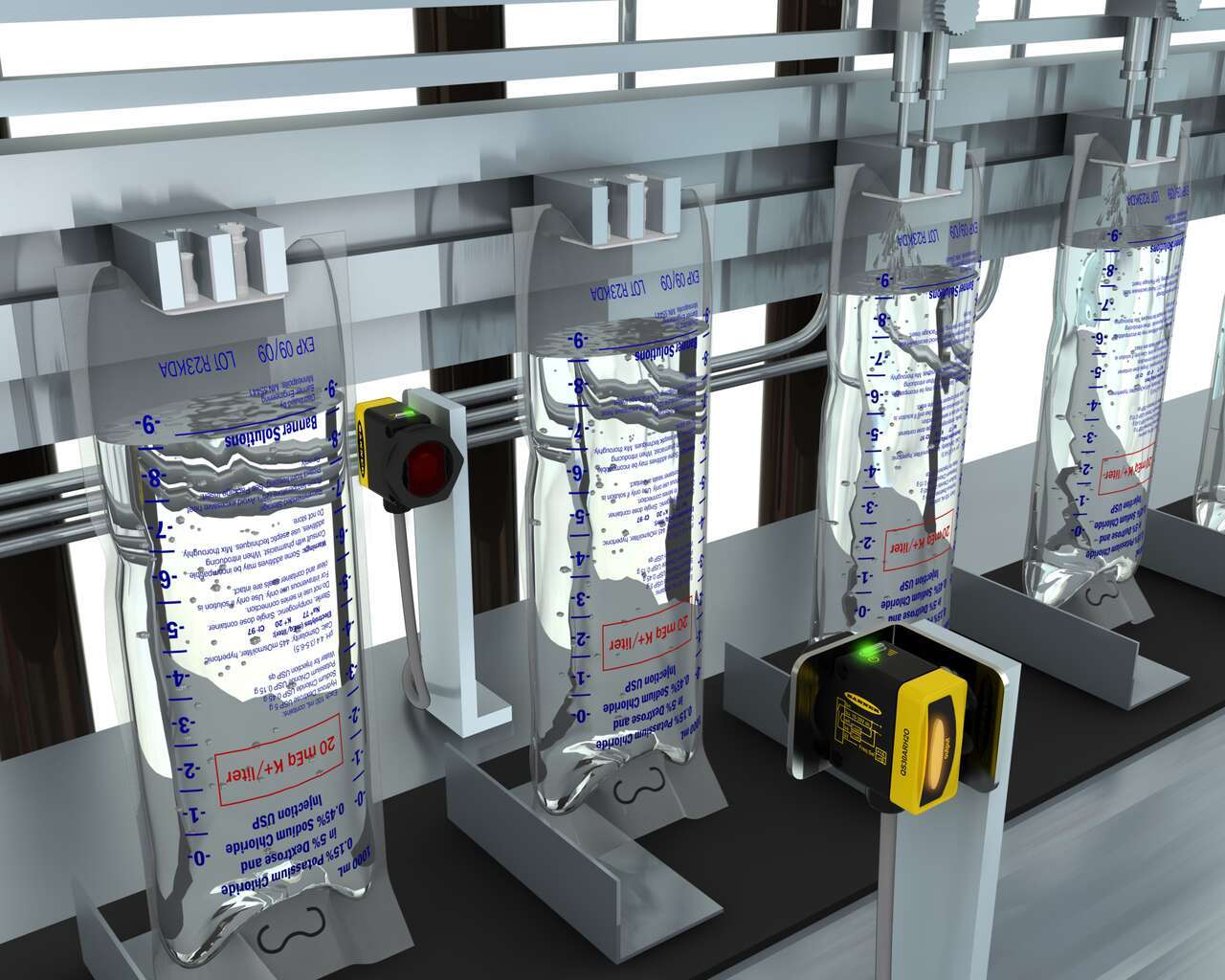
Detecção do Nível de Enchimento do Frasco
-
Medição de Nível
-

Monitorar Níveis de Bandejas Plásticas em uma Desempilhadora
-

Detecção de Congestionamento no Transportador
-
Contagem de Cartões de Memória
-

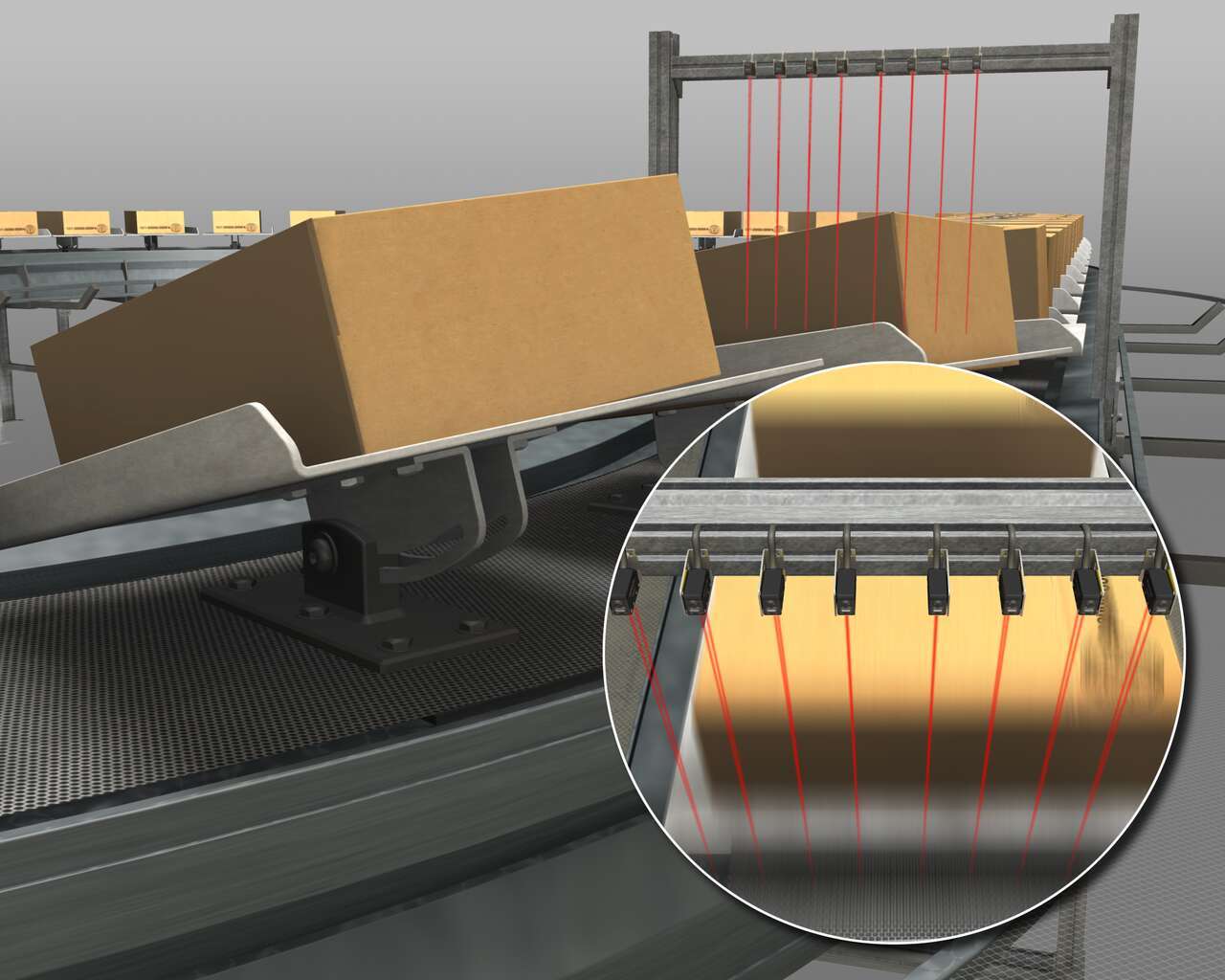
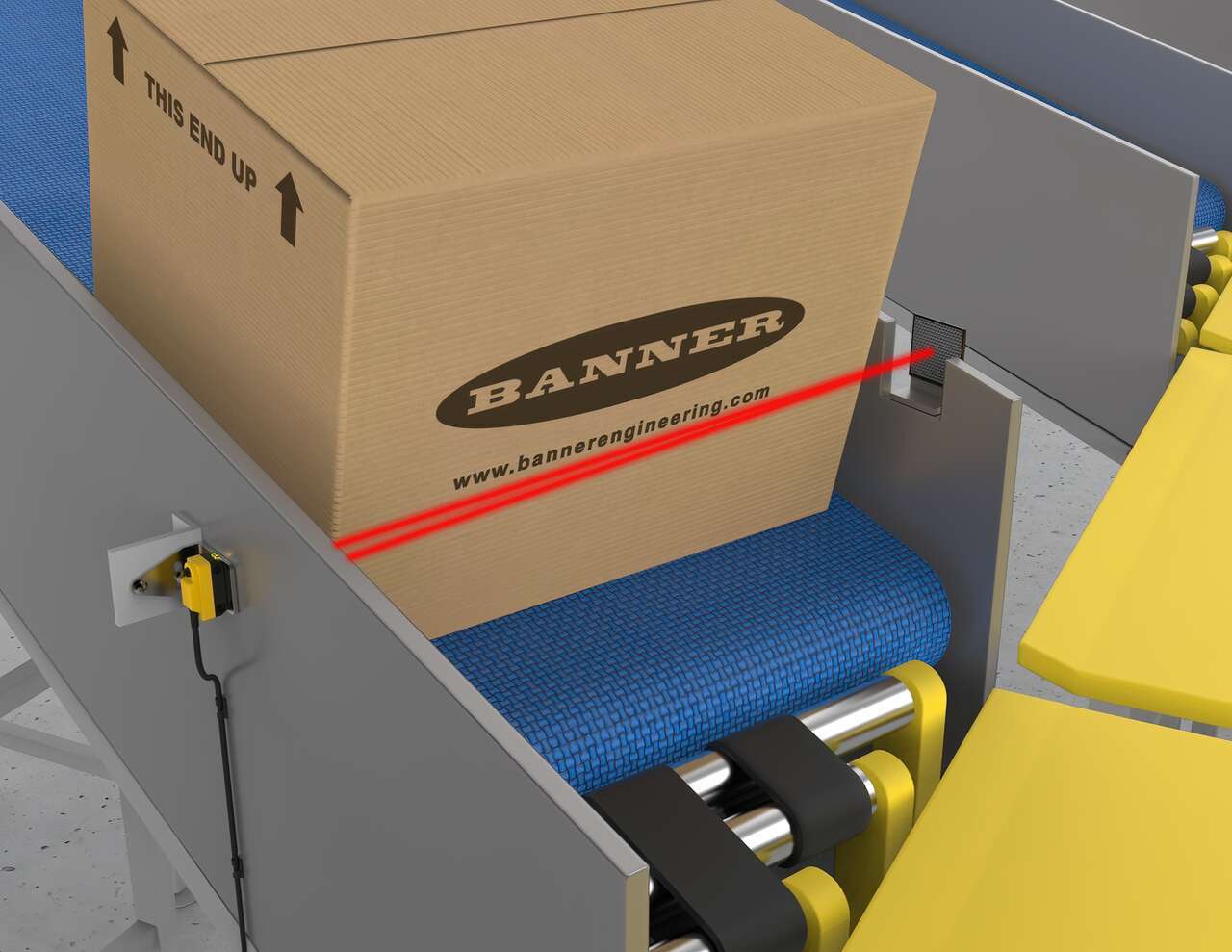
Detecção de Embalagens de Tamanhos Diferentes em um Transportador
-

Detecção de Itens em um Transportador Alimentado por AC
-

Transportador de Alcance Extensível
-

Verificação do Nível de Enchimento das Garrafas de Água
-

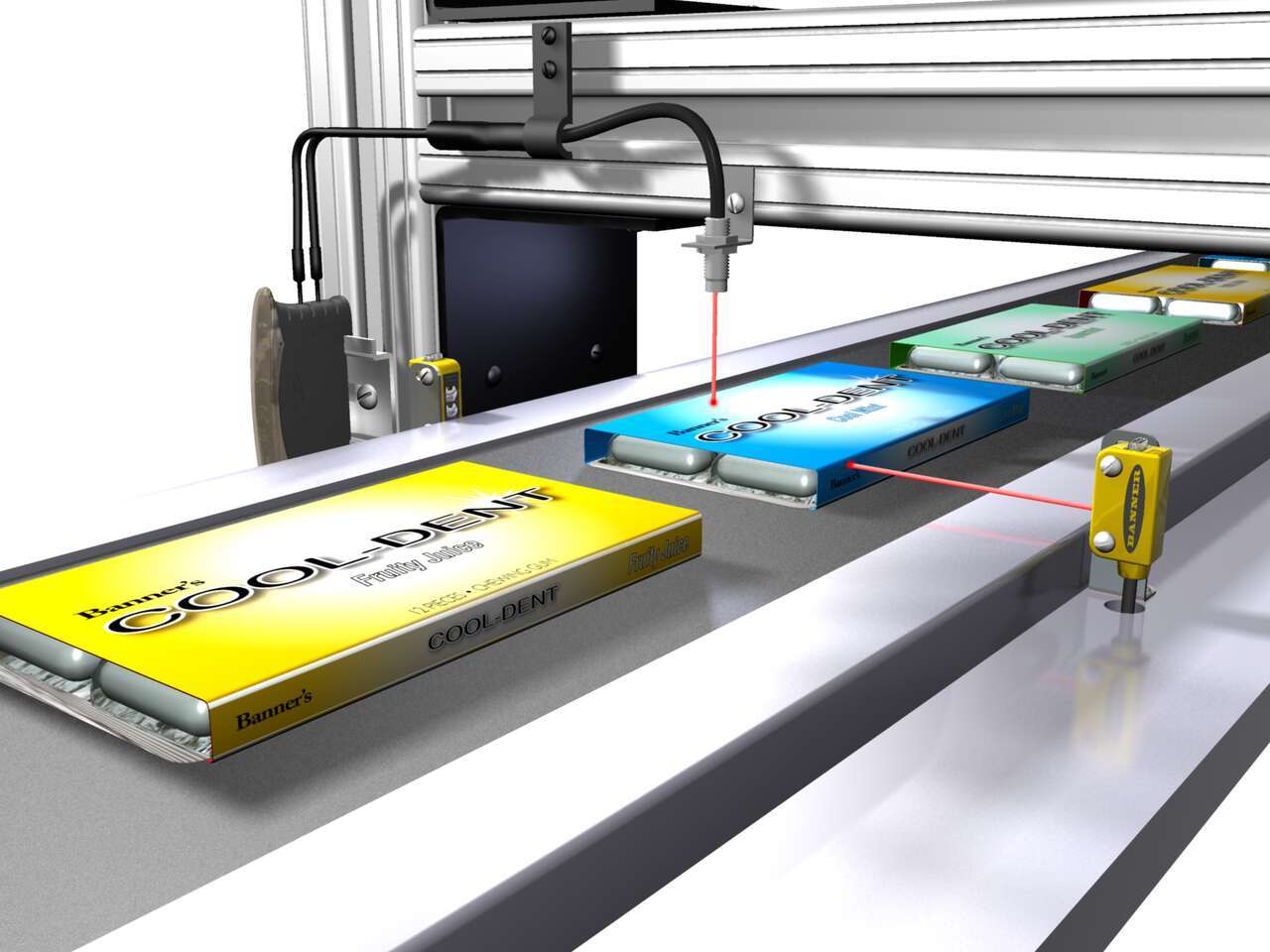
Detecção de Embalagem de Suco
-
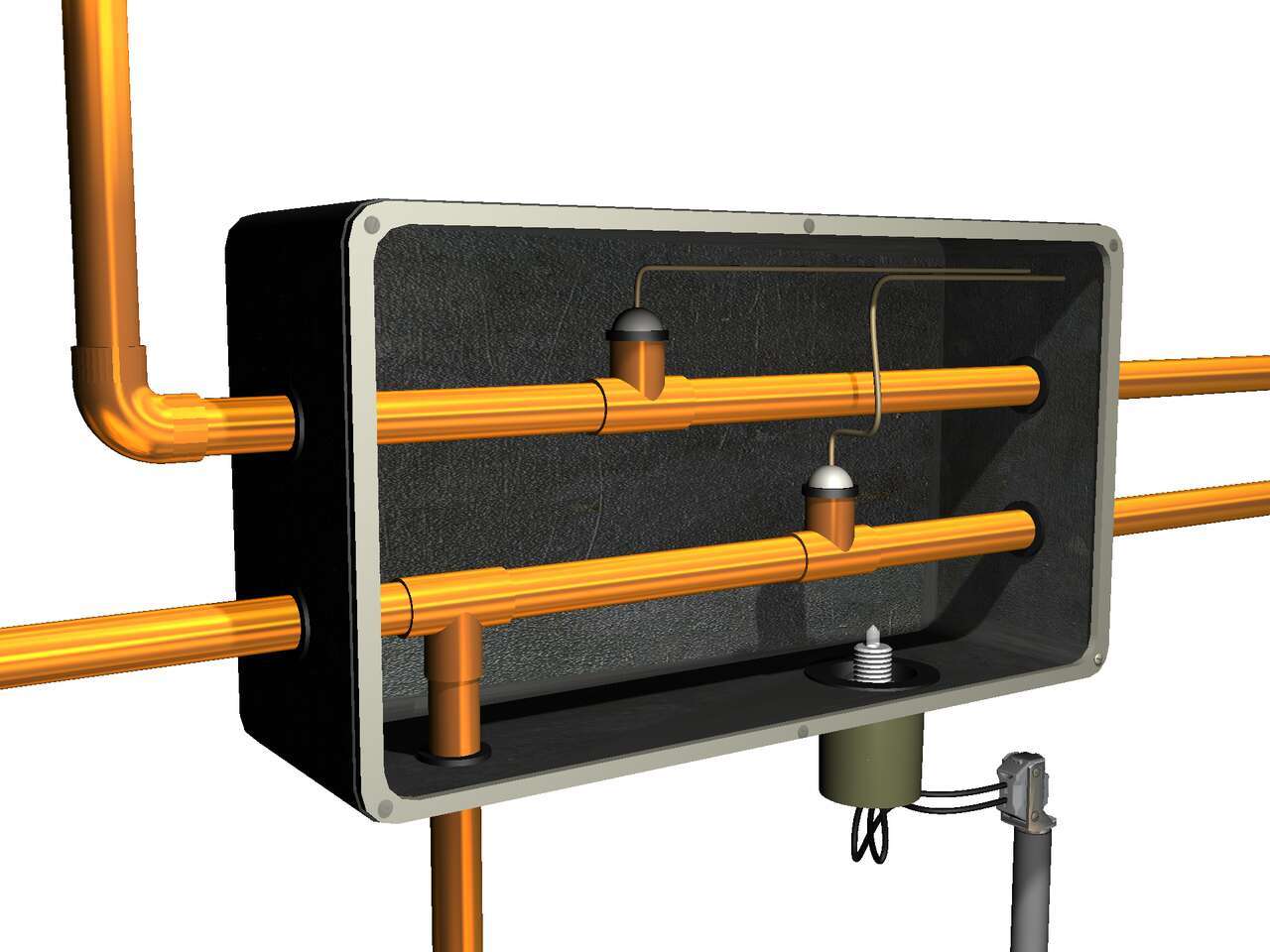
Detecção de Vazamento de Líquido com o QS18
-

Classificação de Correspondência por Tamanho
-

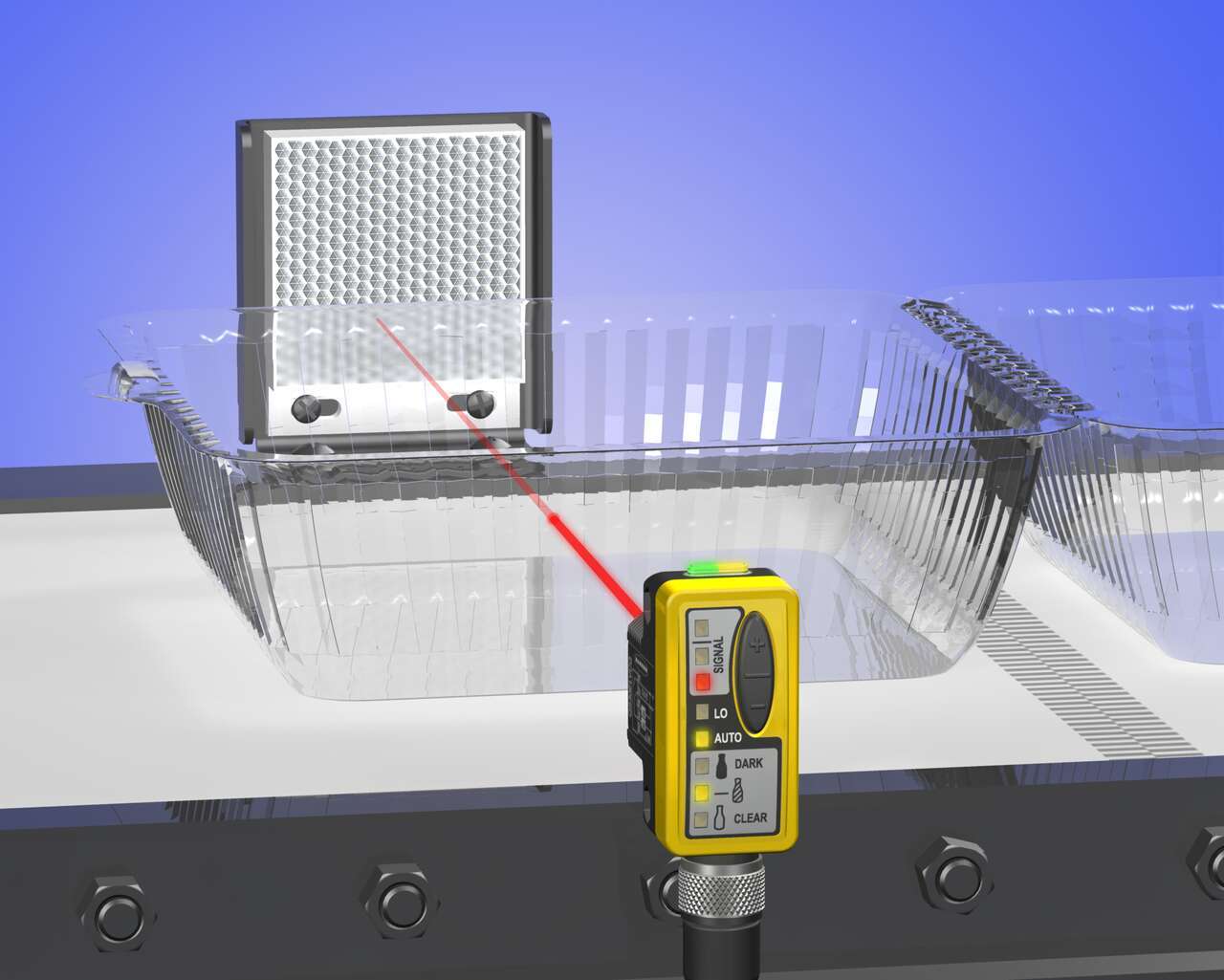
Monitorar Filme Transparente em uma Seladora de Bandejas
-
Objetos em um Transportador
-

Detecção de Peças em um Alimentador
-

Controle Fluxo de Latas de Refrigerante
-
Detecção da Altura de Pilha de Peças Metálicas
-
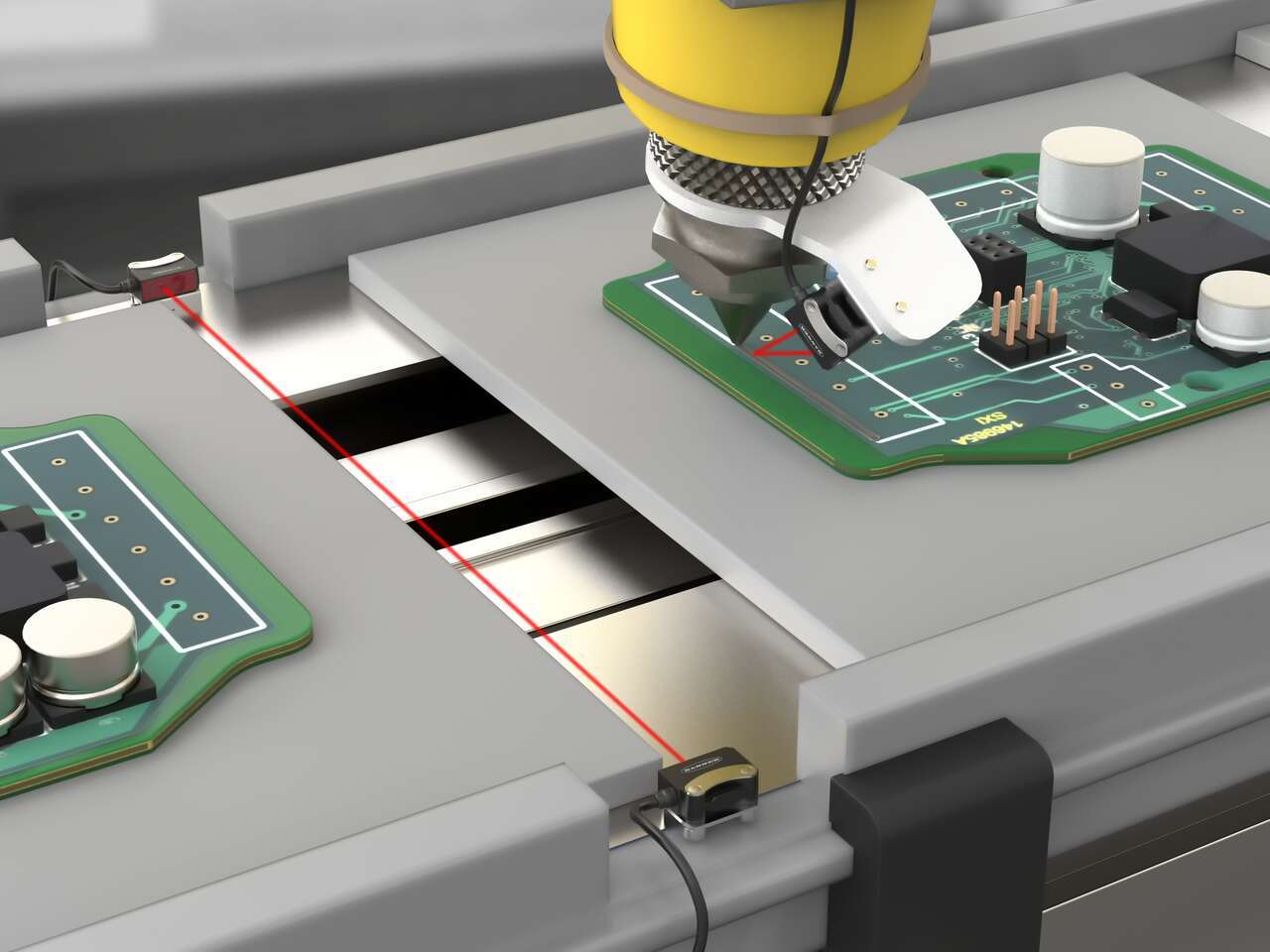
Adhesive Detection on PCB Assembly During the Assembly Process
-
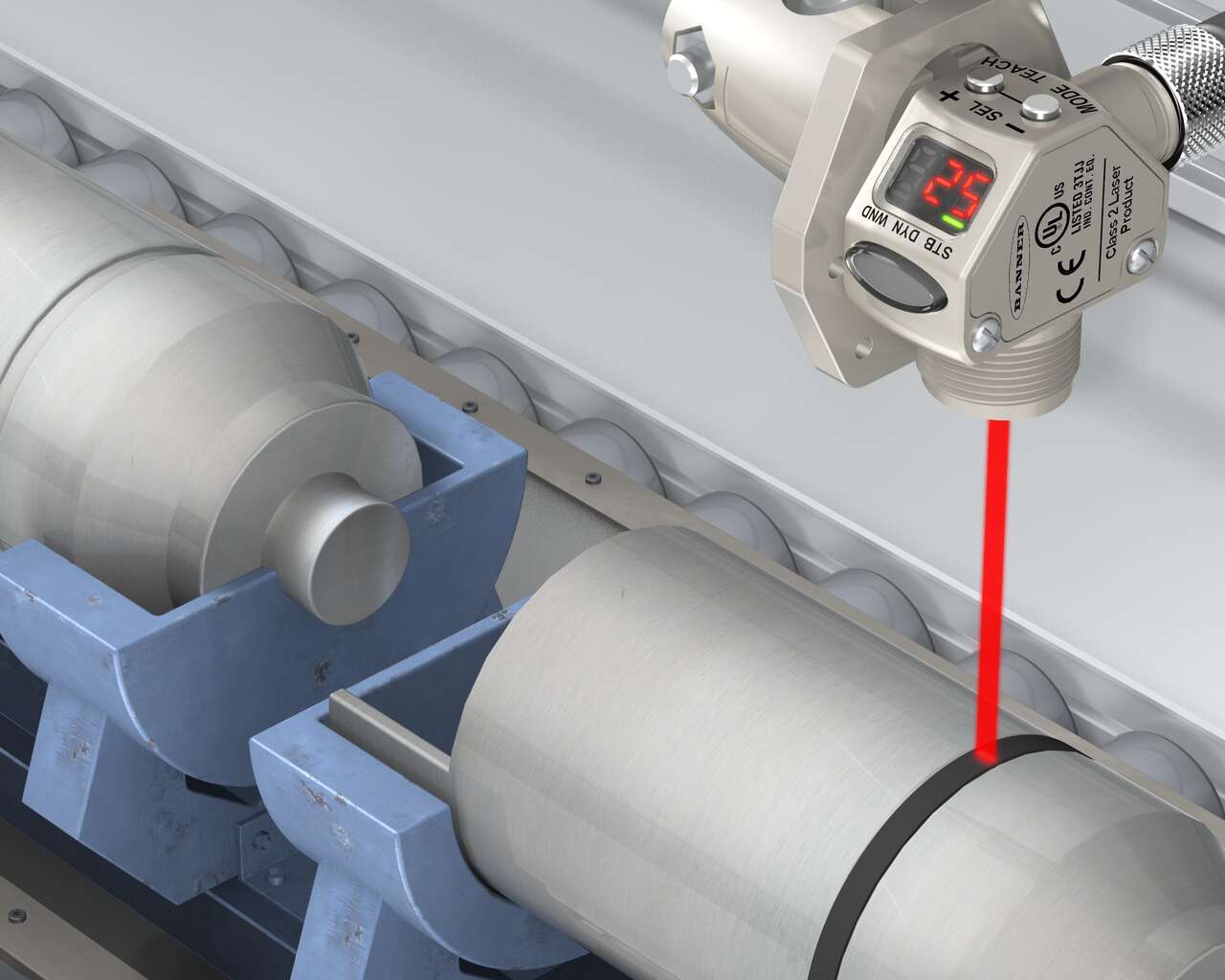
Black O-Ring Detection
-

Detecção de Bandeja de Plástico Preta em uma Tremonha e Estação de Enchimento
-

Bottle Cap Inspection
-

Cap Inspection in Confined Areas
-
Cap Orientation Verification
-
Detecting Black Parts on Black Door Panel
-

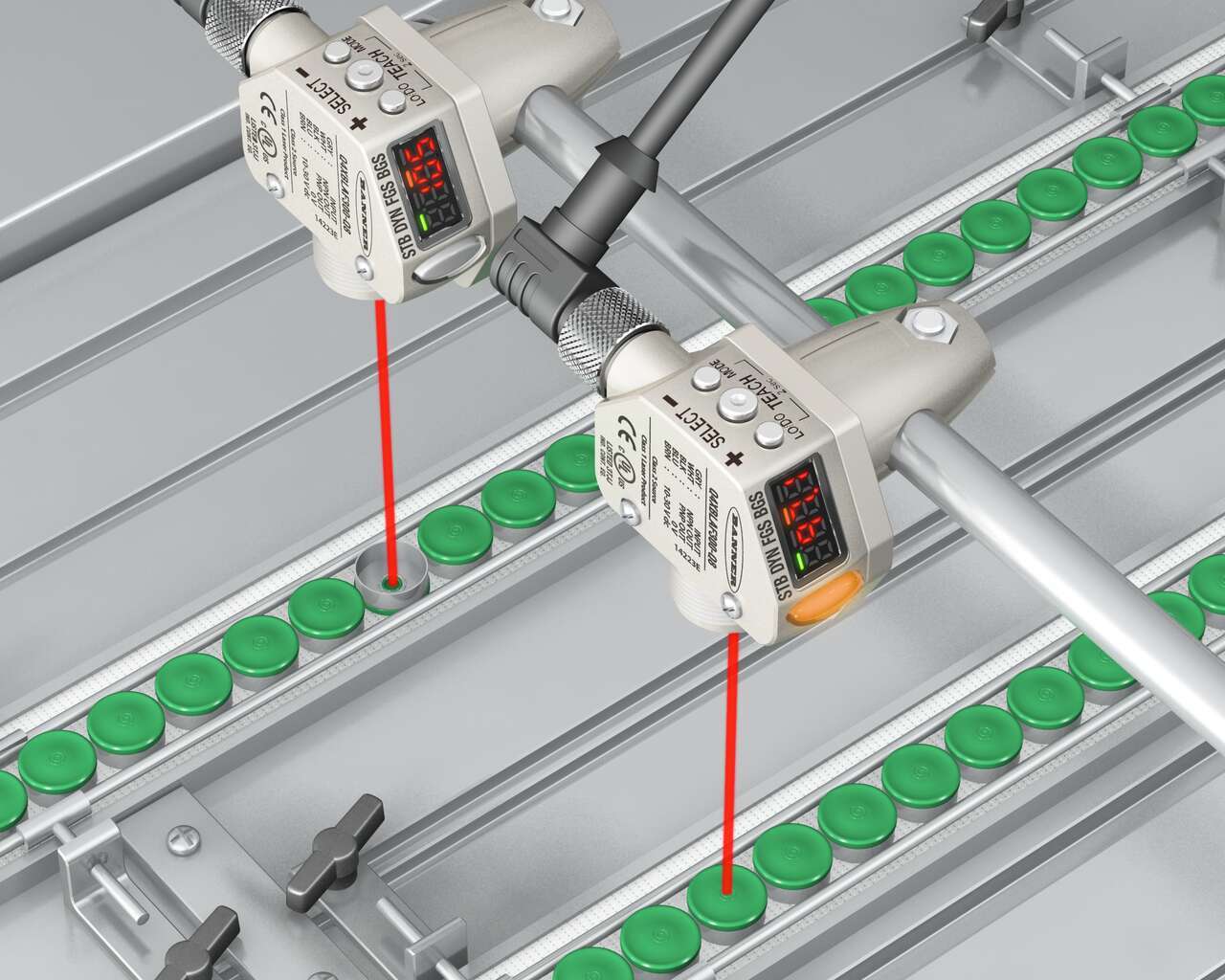
Detecting Bottle Caps of Various Colors
-
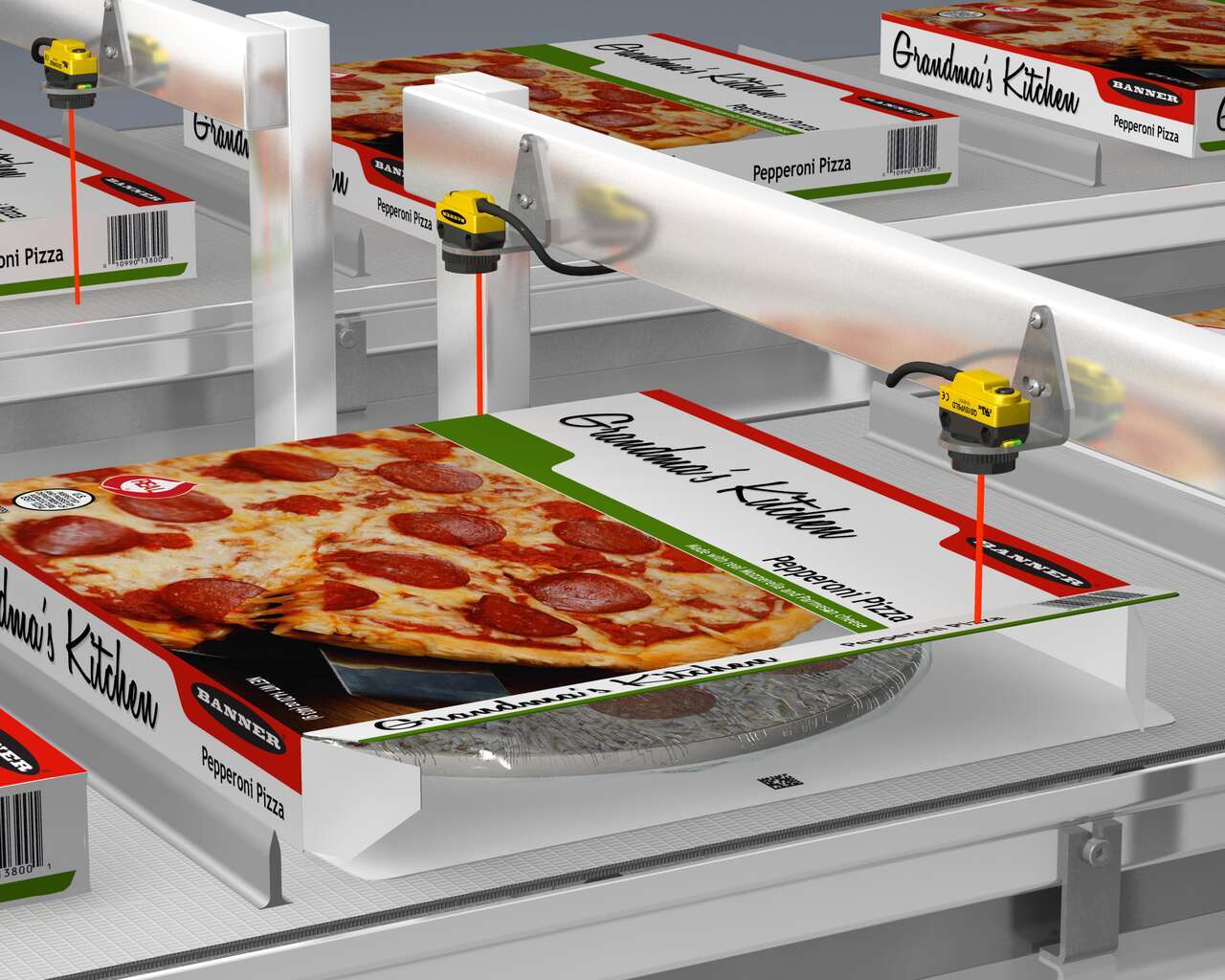
Detecção de Abas em Refeições Congeladas Embaladas
-

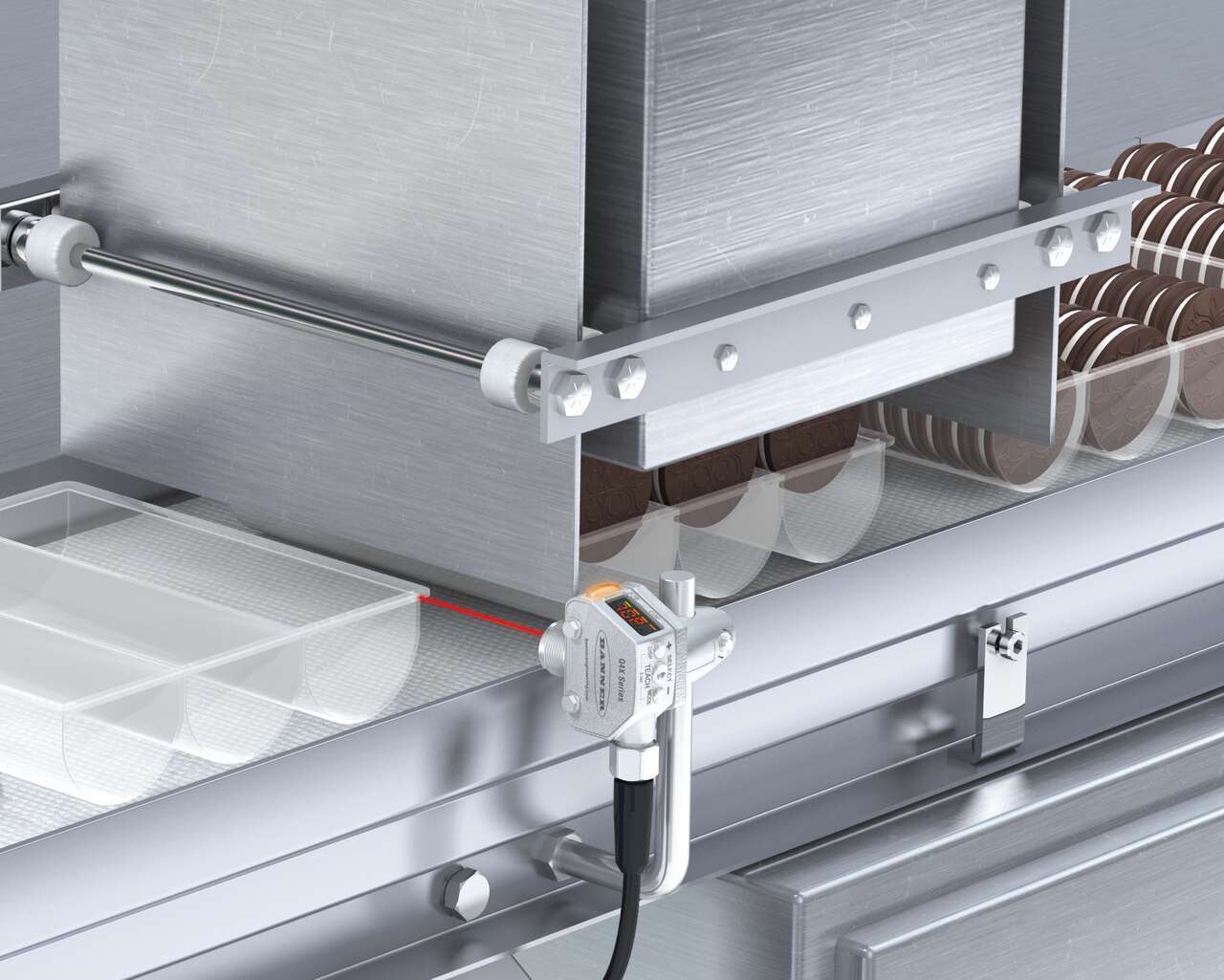
Inspecting for Missing Chocolates on a Packaging Line
-

Labeling Detection
-
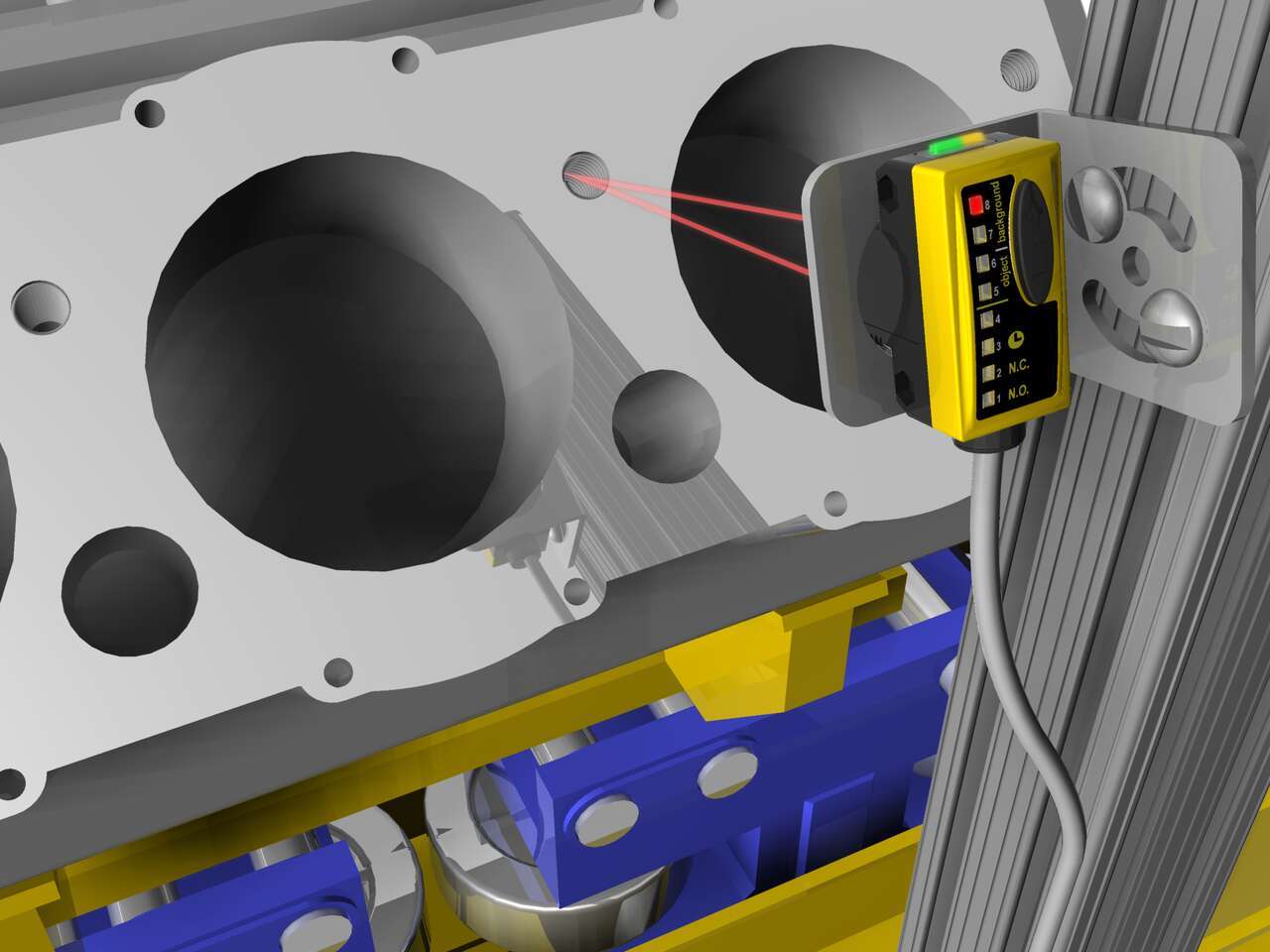
Rubber Washer Detection on Engine Block
-

Track Vials Through an Automated Clinical Laboratory
-
Contagem de Recipientes Plásticos Transparentes em um Transportador
-
Detecção de Bandeja Transparente em Unidades de Armazenamento de Alimentos da Tremonha
-
Detectar e Indicar a Presença de Garrafa Caída
-

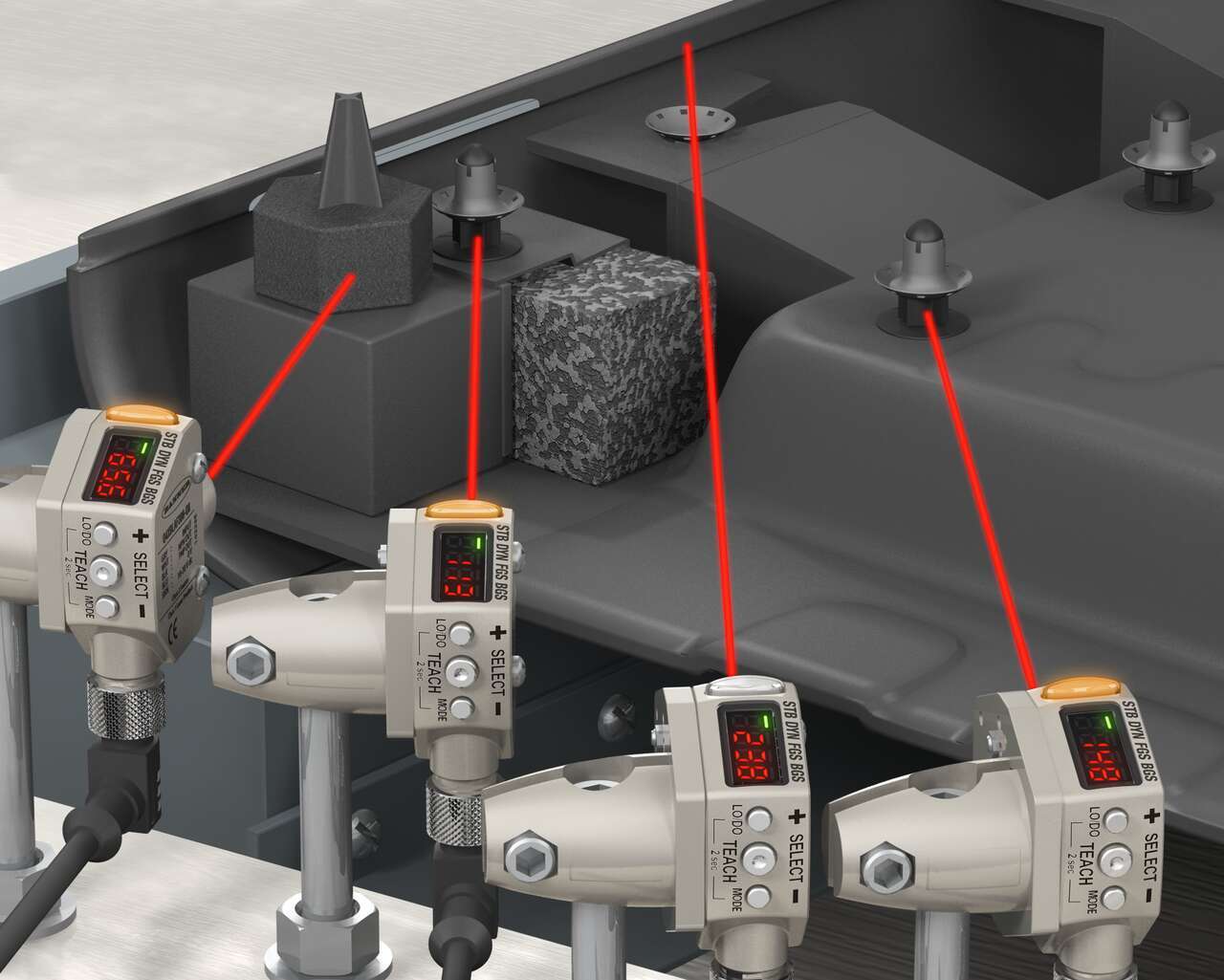
Alvos Escuros e de Baixo Contraste
-

Detecting Clear Glass and Plastic PET Bottles in Washdown Environments
-

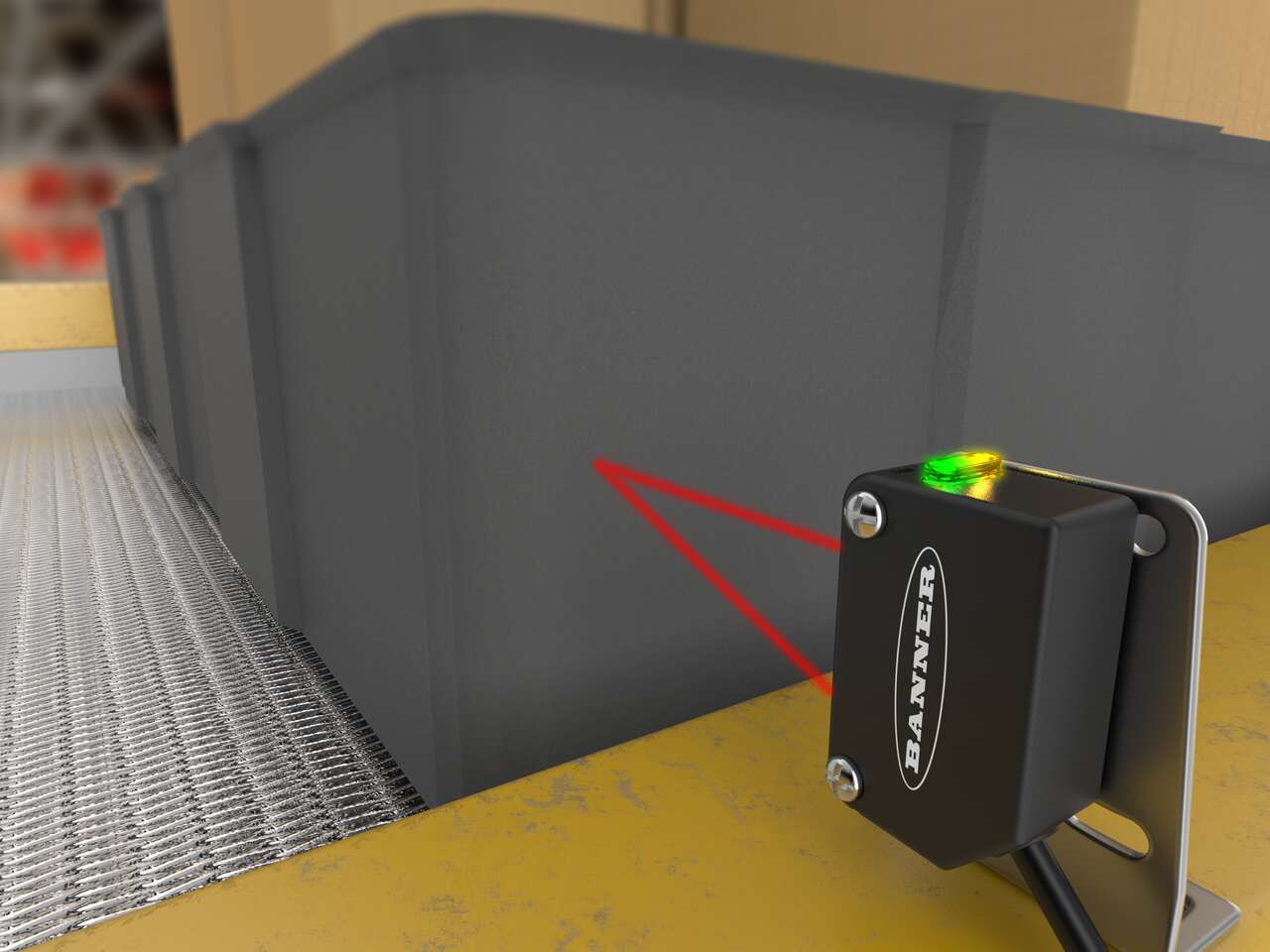
Detecção de Embalagens Refletivas em um Transportador
-
In-Line Accumulation on Single Filer
-

Altura da Pilha de Embalagens
-
Detecção de Características a Longa Distância
-

Verificação do Nível de Enchimento Sem Contato
-
Soluções de Máquinas de Selagem e Enchimento Verticais
-
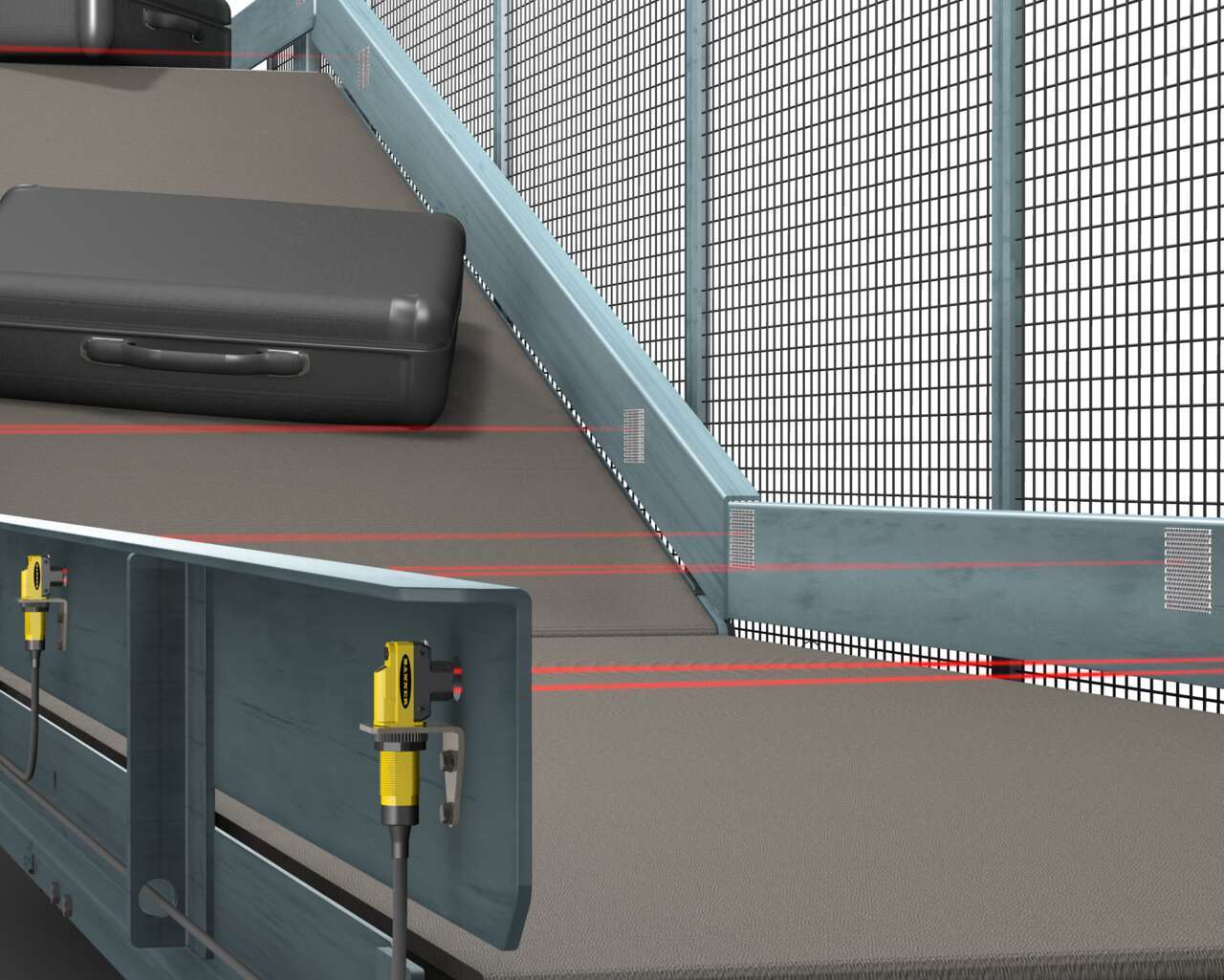
Manuseio de Bagagem
-
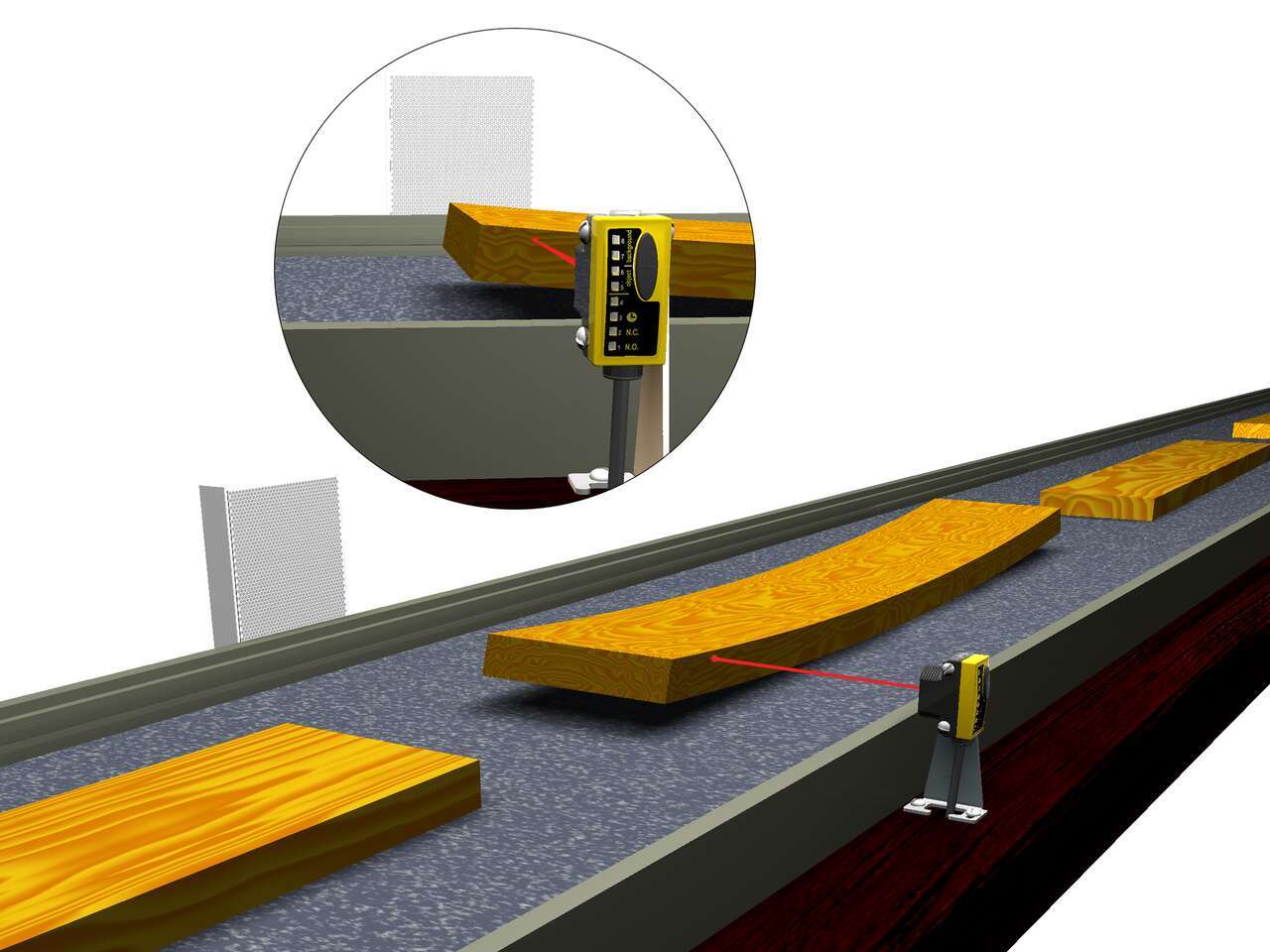
Detecção de Empenamento de Tábuas com um QS30
-
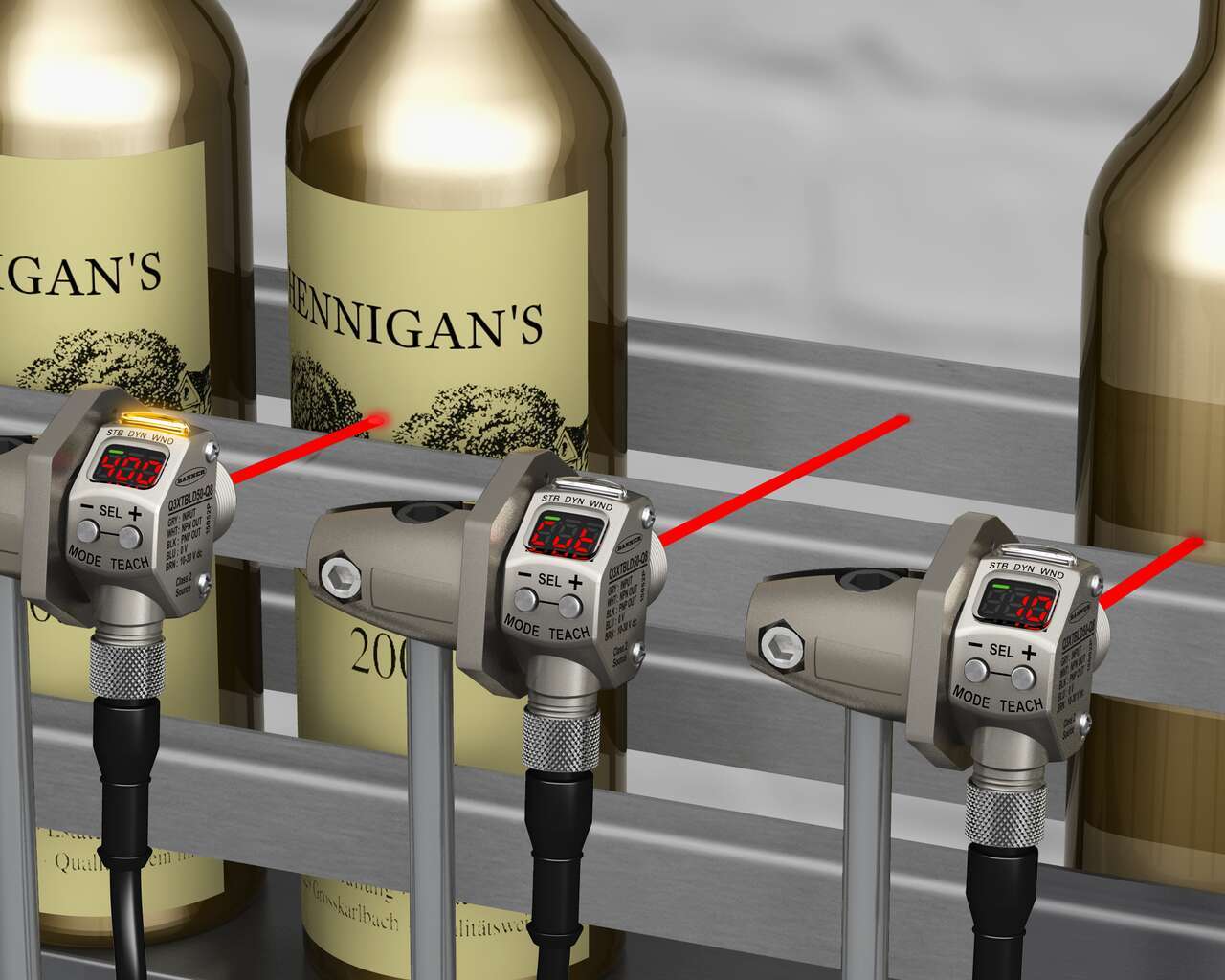
Verificação de Rótulos de Garrafas
-

Contagem de Caixas de Alimentos Para Embalagem Correta
-

Trigger de Embalagem para Impressão de Data/Código de Lote
-
Classificação por Cor
-
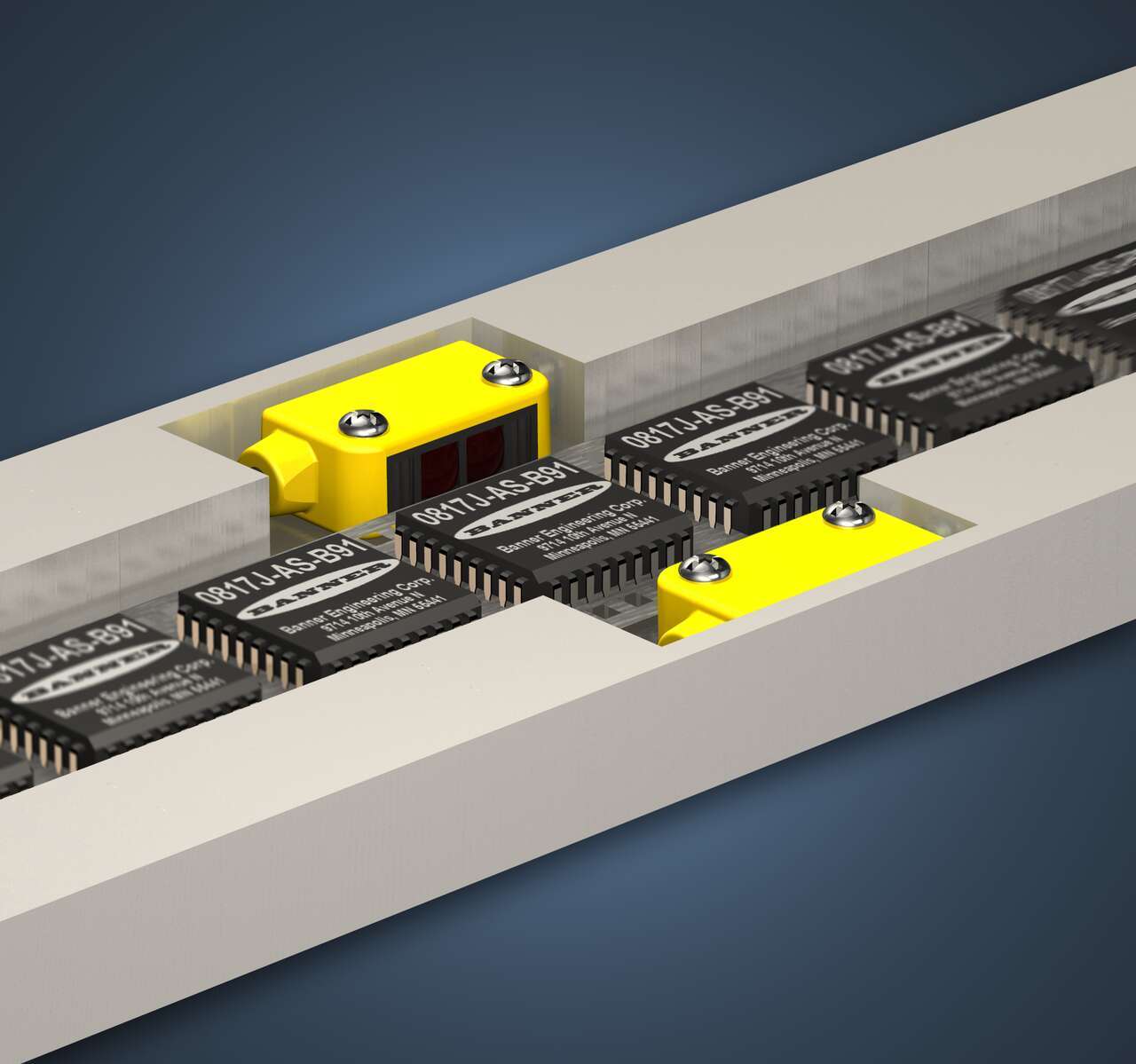
Contagem de Circuitos Integrados
-
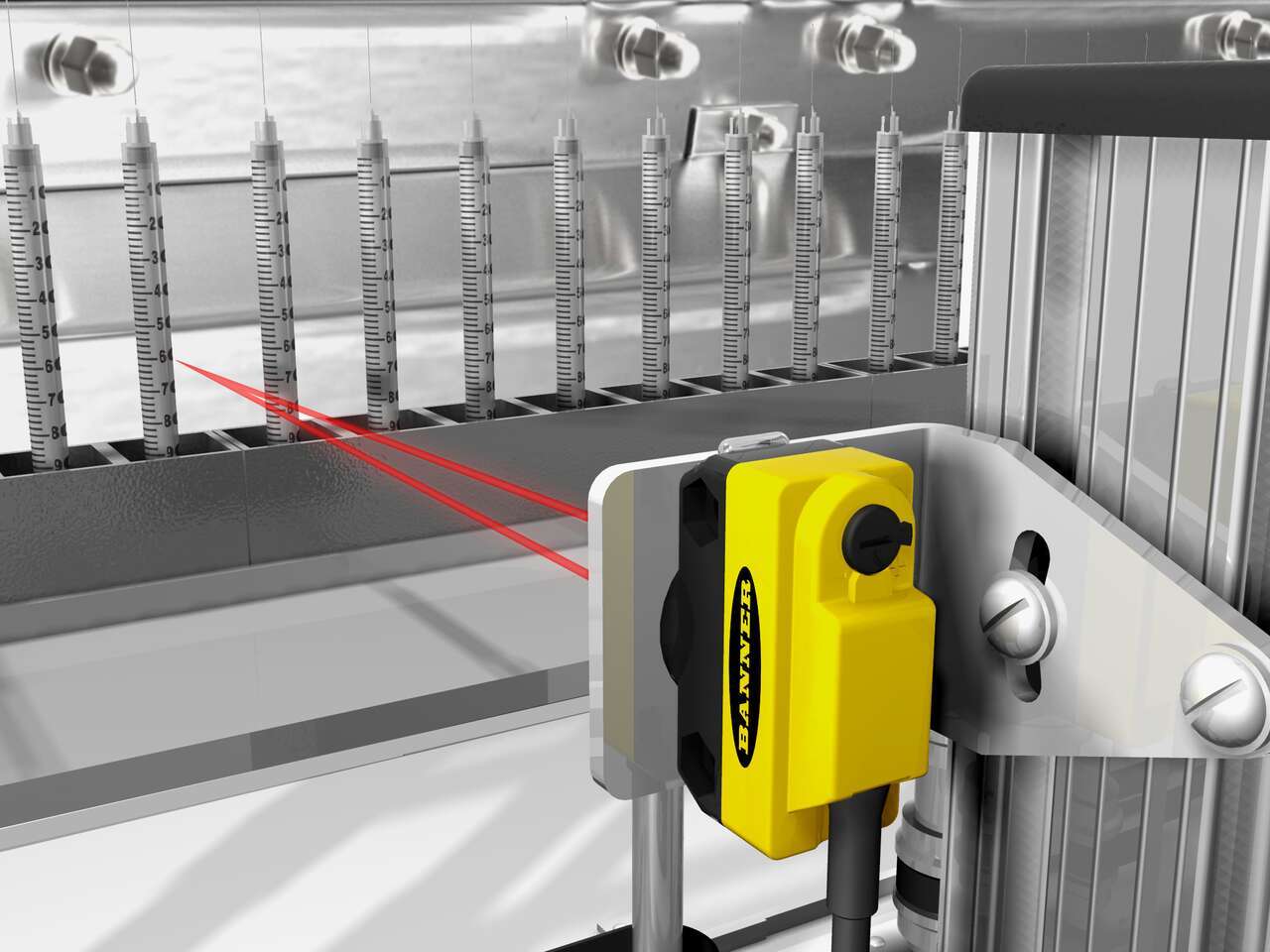
Contagem de Seringas Usando Supressão de Fundo
-
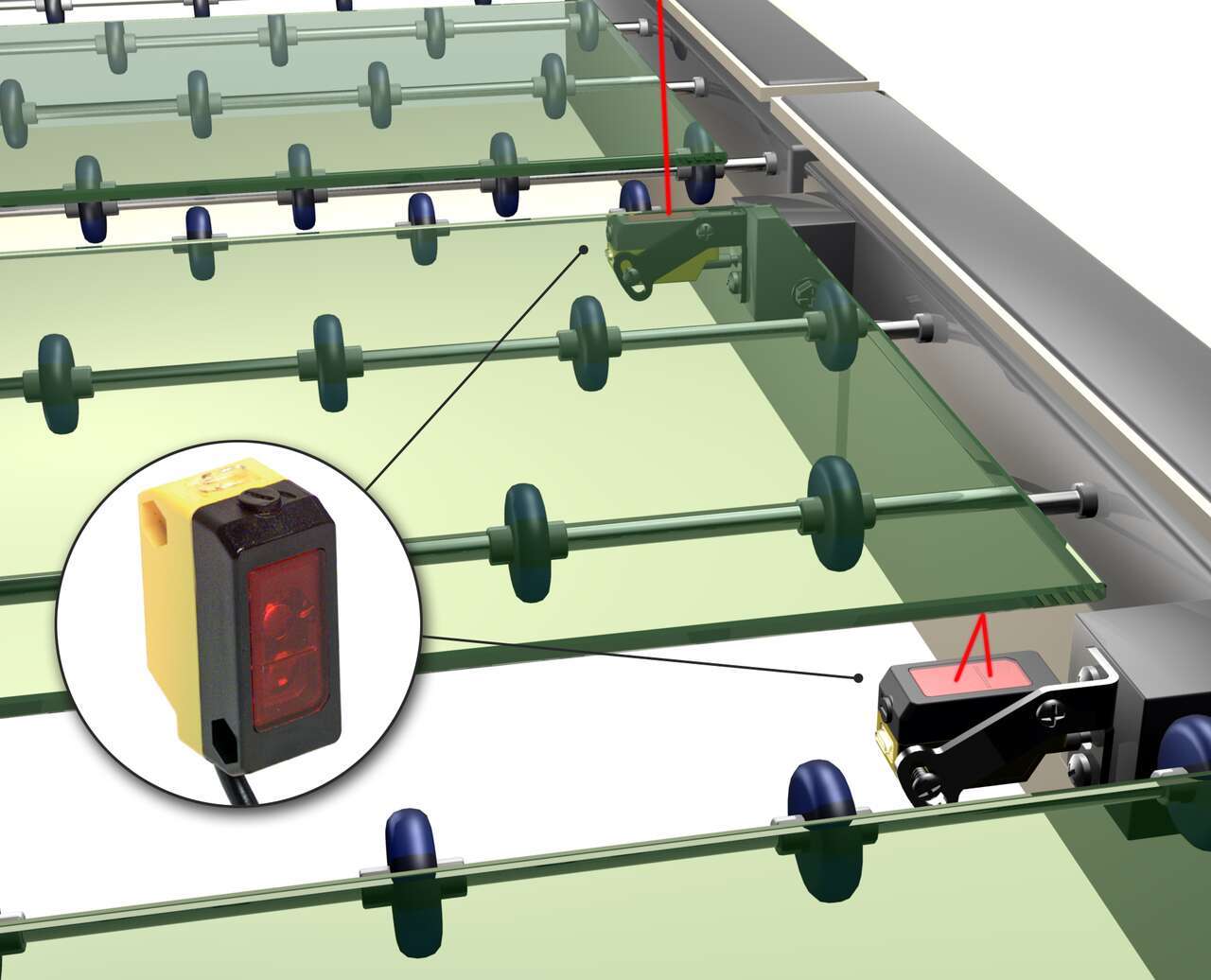
Detecção de Painéis de Vidro
-
Acionador de Inspeção de Impressão
-
Load Station Pallet Detection
-

Detecção de Frascos de Medicamentos para Enchimento
-

Detecção de Motores
-

Prevenção de Colisão de Pacotes
-
Posicionamento de Galões em Sistemas de Transporte
-
Estação de Introdução Automática de Triagem
-
Close Proximity Error Proofing on Assembly Line
-
Detecting Refrigerated Breakfast Rolls on a Multi-Lane Conveyor
-
Detection of Cap Orientation
-

Error Proofing for Integrated Circuit Chips Loaded into Pocket Tape
-

Hard Disk Detection
-

Package Inspection Using Diffuse-Mode Laser Sensors
-
Part-in-Place Verification
-
Parts Inspection on a Feeder Bowl Rail
-
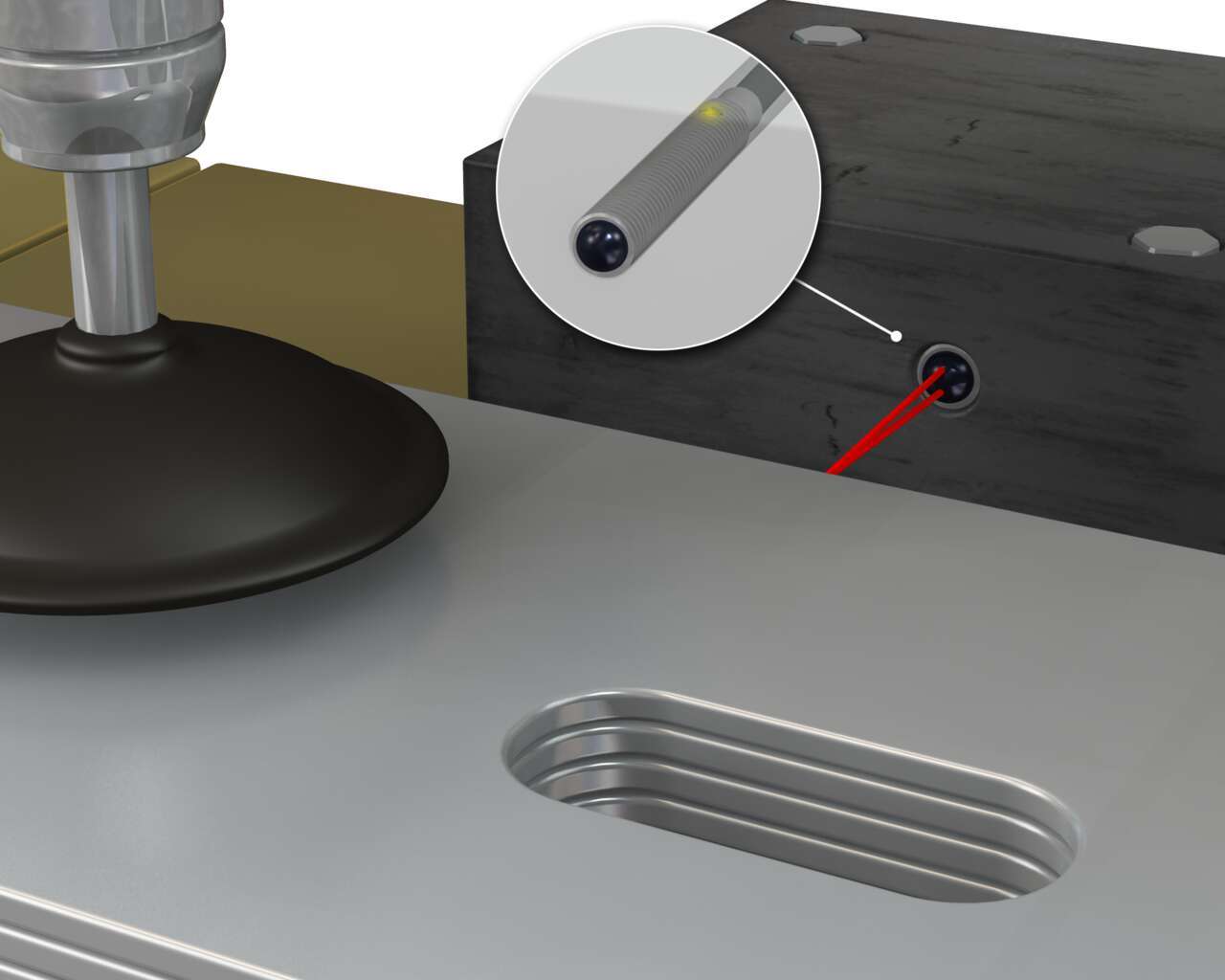
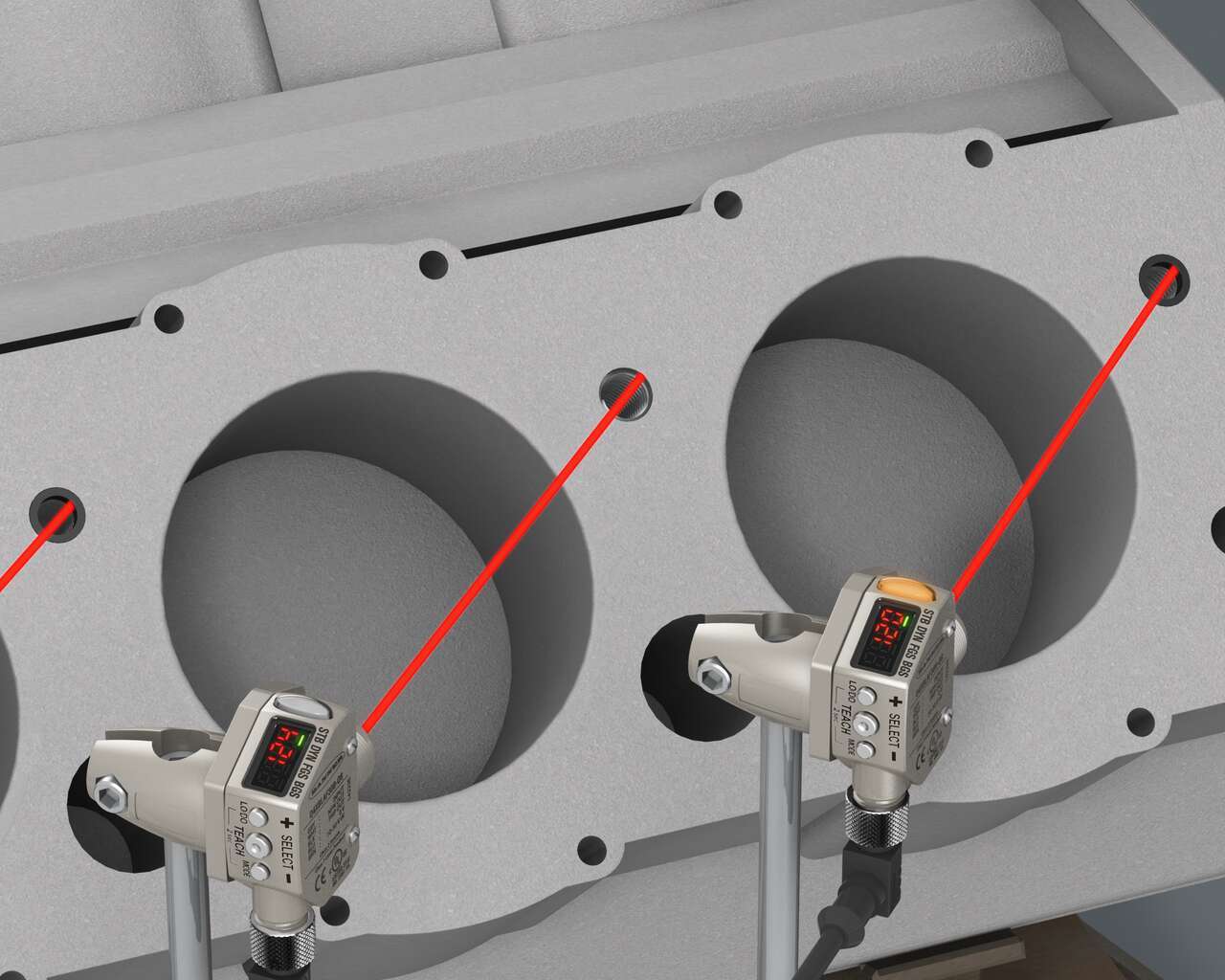
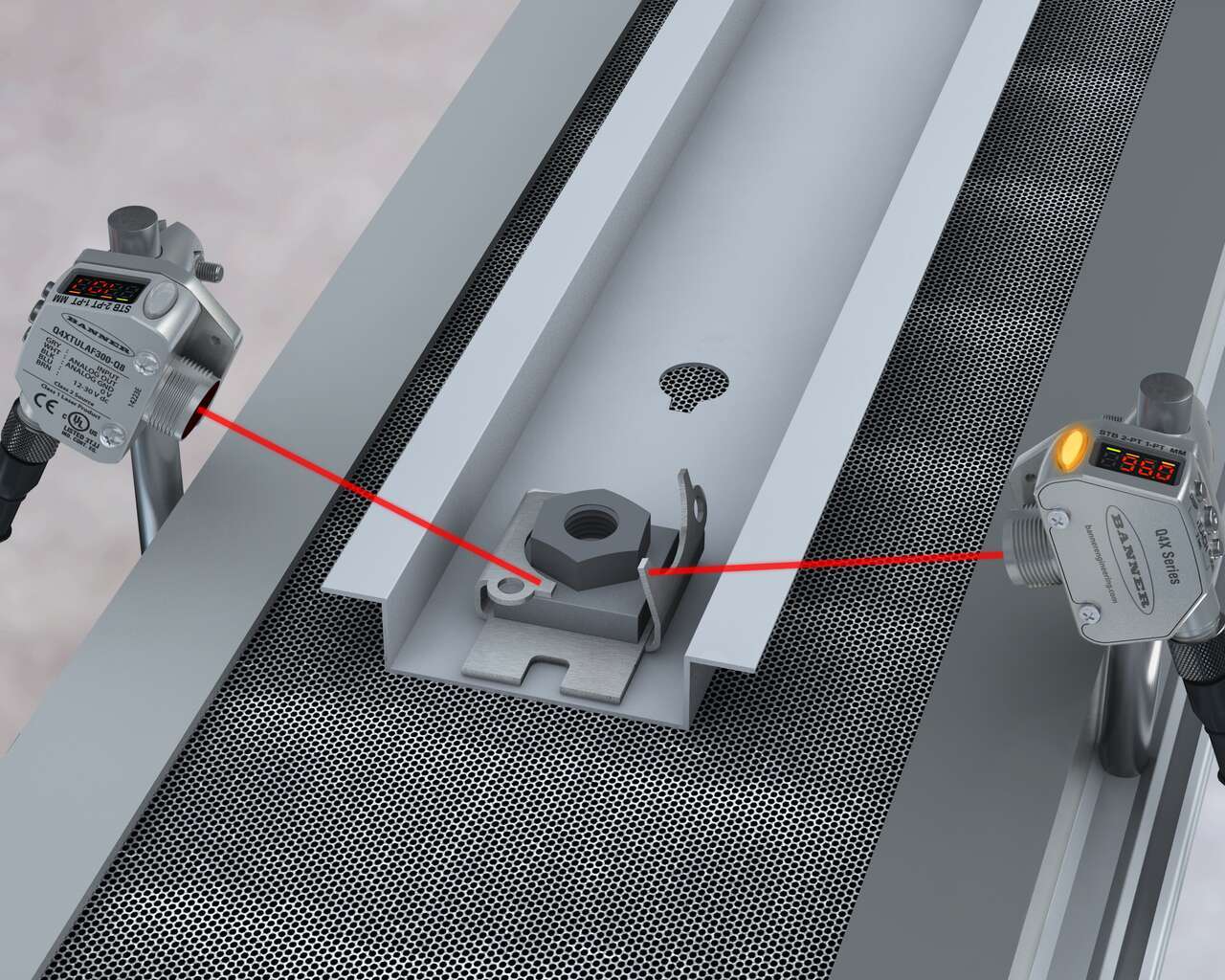
Thread Hole Detection
-
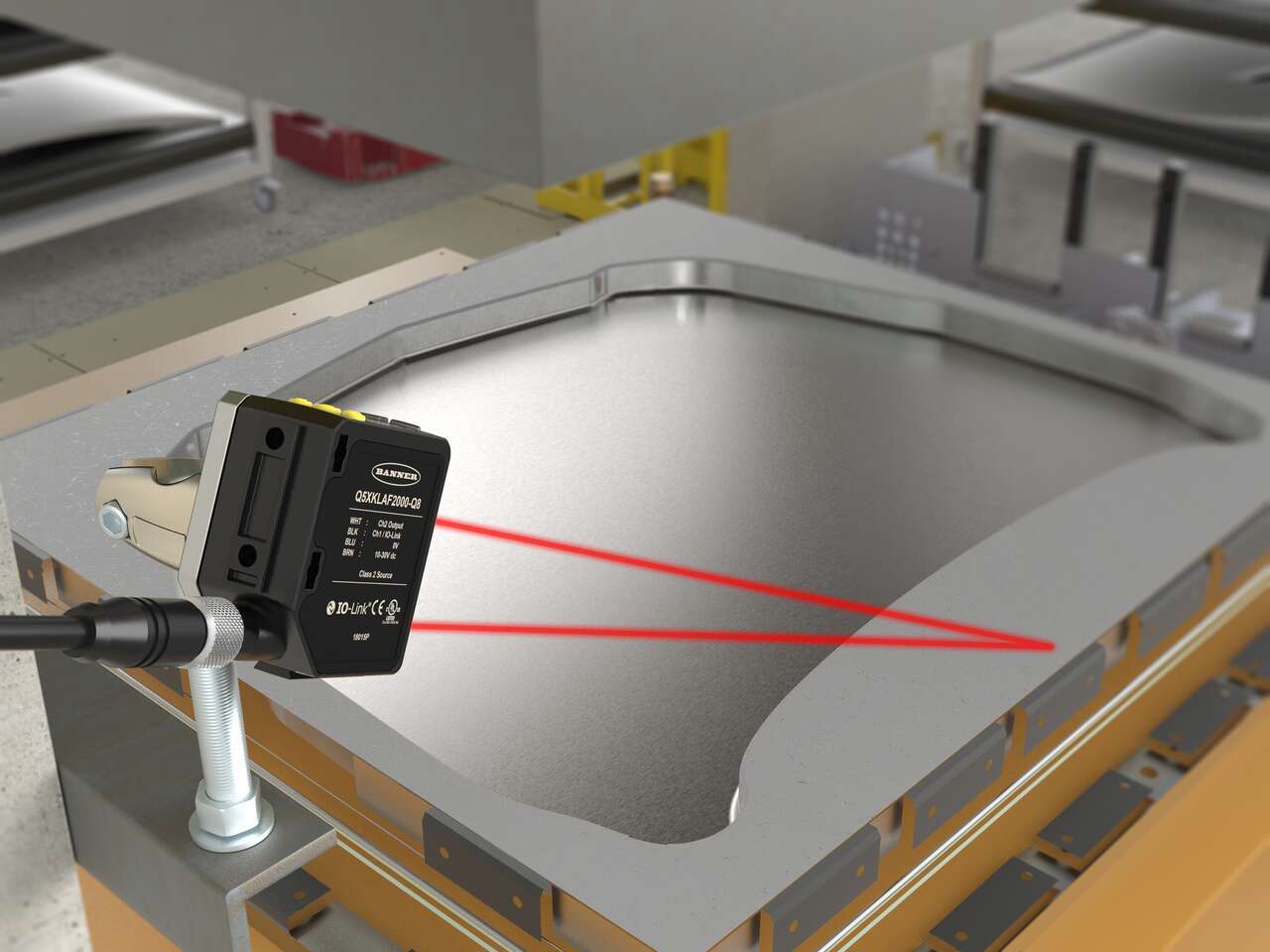
Verifying Metal Sheets on a Stamping Press
-

Detecção de Garrafas Caídas em uma Linha de Engarrafamento de Alta Velocidade
-

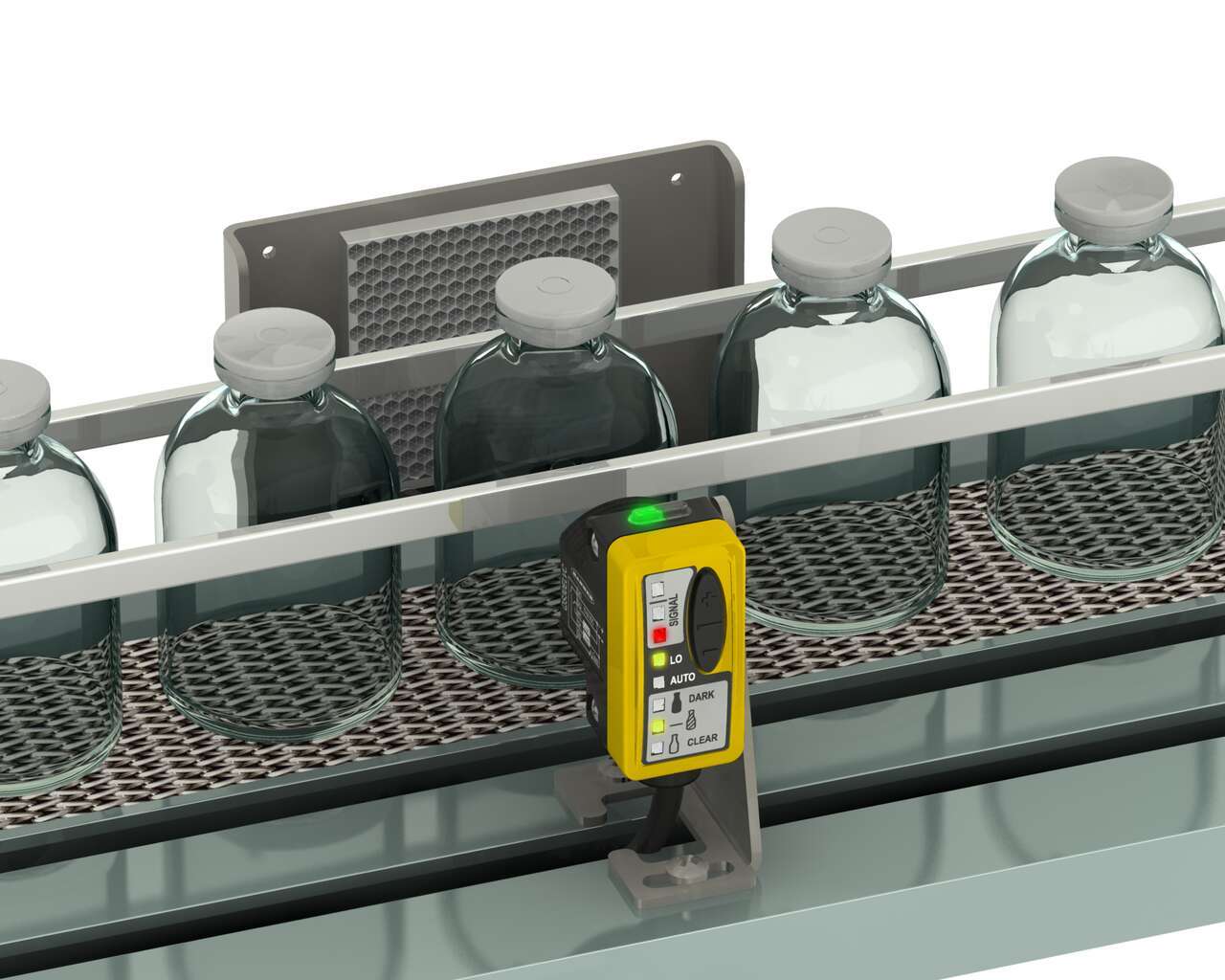
Detecção de Frascos de Vidro Transparentes na Zona de Lavagem de Alimentos e Bebidas
-
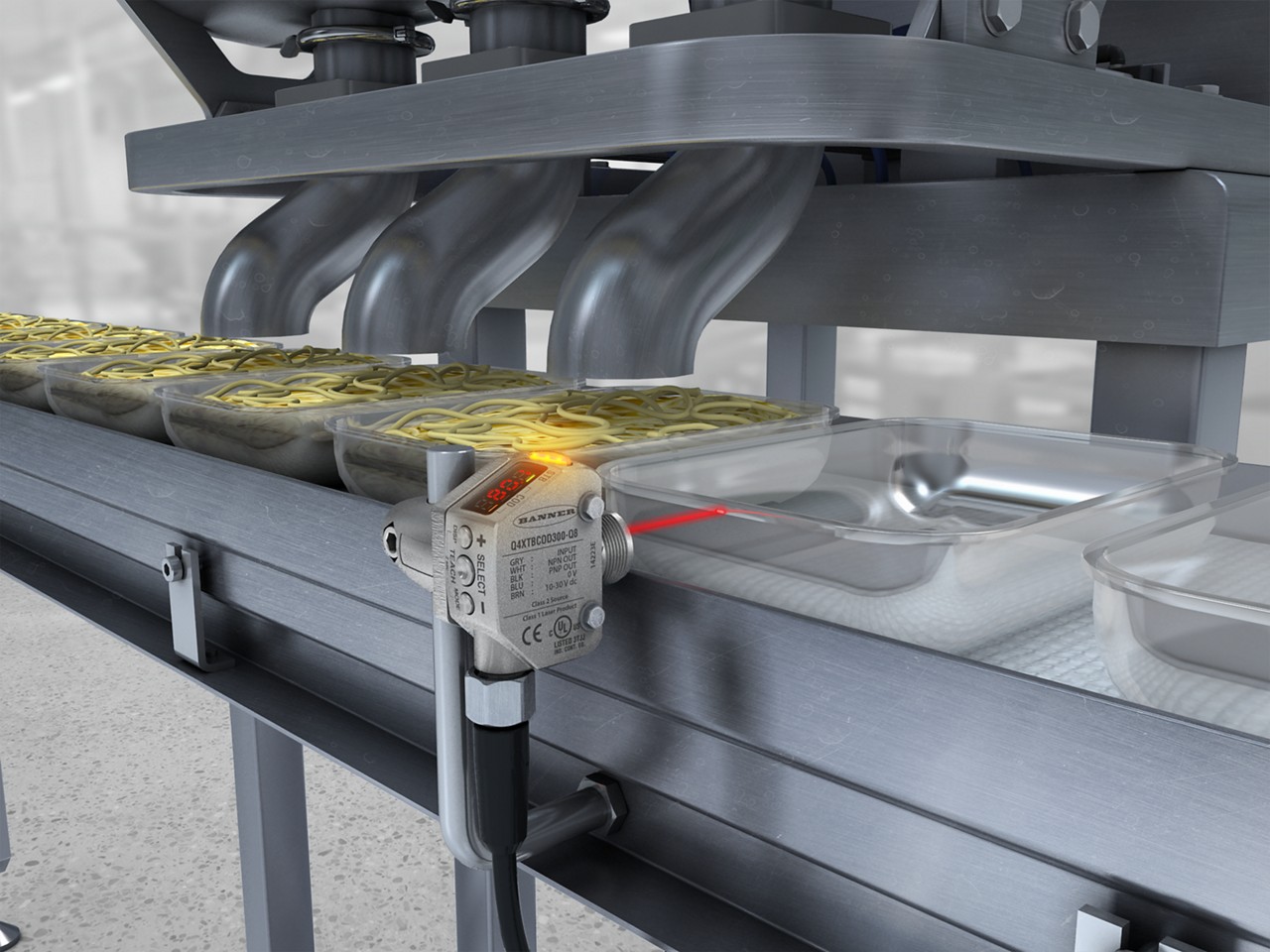
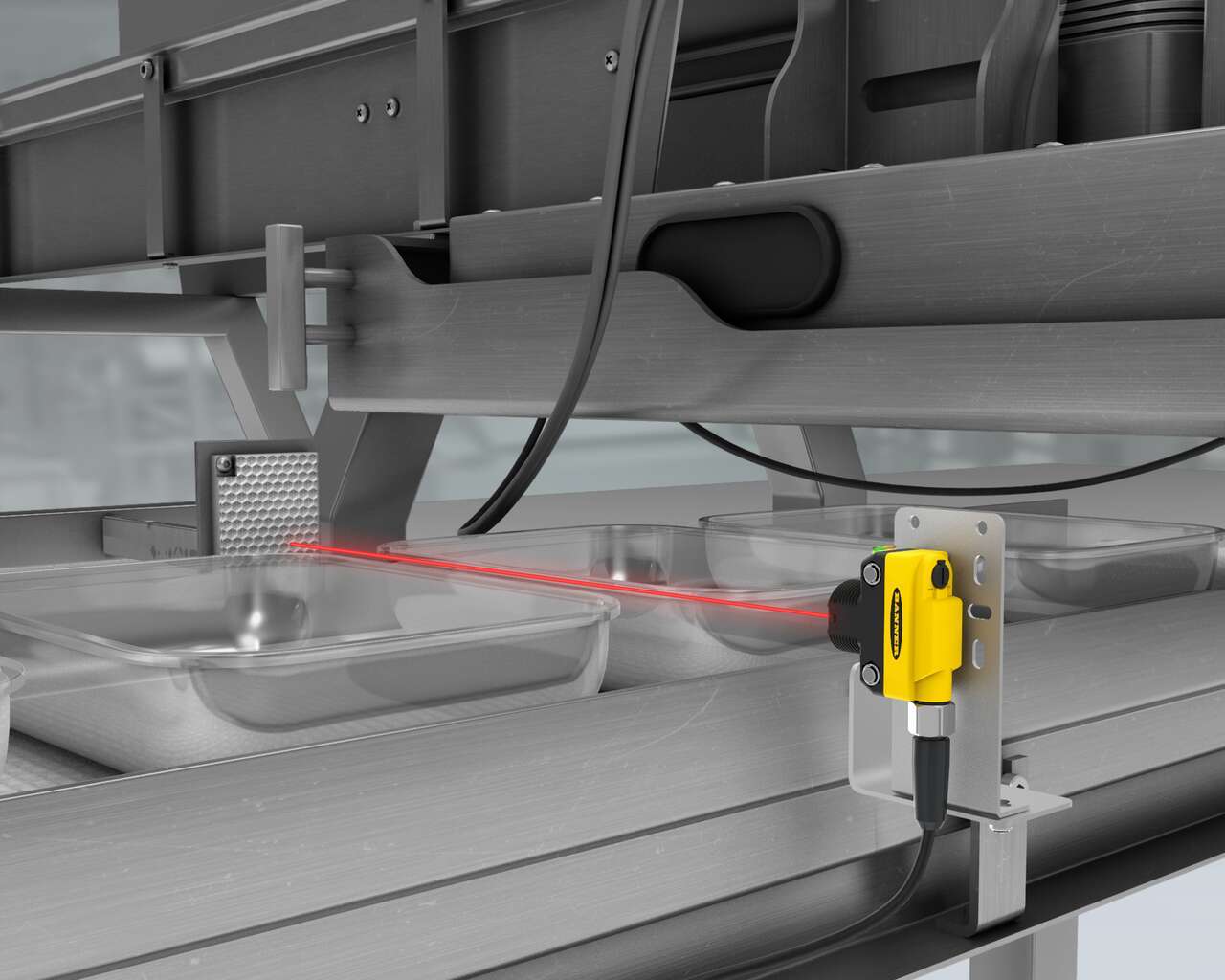
Detecção de Recipientes Plásticos de Alimentos Transparentes em um Ambiente Sanitário
-
Controle de Pressão da Linha de Bandejas de Alimentos Transparentes na Desempilhadora
-

Contagem de Anéis Refletivos
-

Detectar Garrafas PET Para Regular o Fluxo de Produtos
-
Sensores Higiênicos para Detecção de Frascos de Vidro em Ambiente Químico Hostil
-
Detecção de Líquidos Transparentes em Embalagens Transparentes
-
Detecção de Garrafas Transparentes em Ambientes de Lavagem
-
Embalagem de Refeições Congeladas em uma Máquina Cartonadora
-

Indicação de Congestionamento na Calha de Saída
-

Lava-Rápido
-
Accurate Counting of Transparent Pharmaceutical Bottles
-

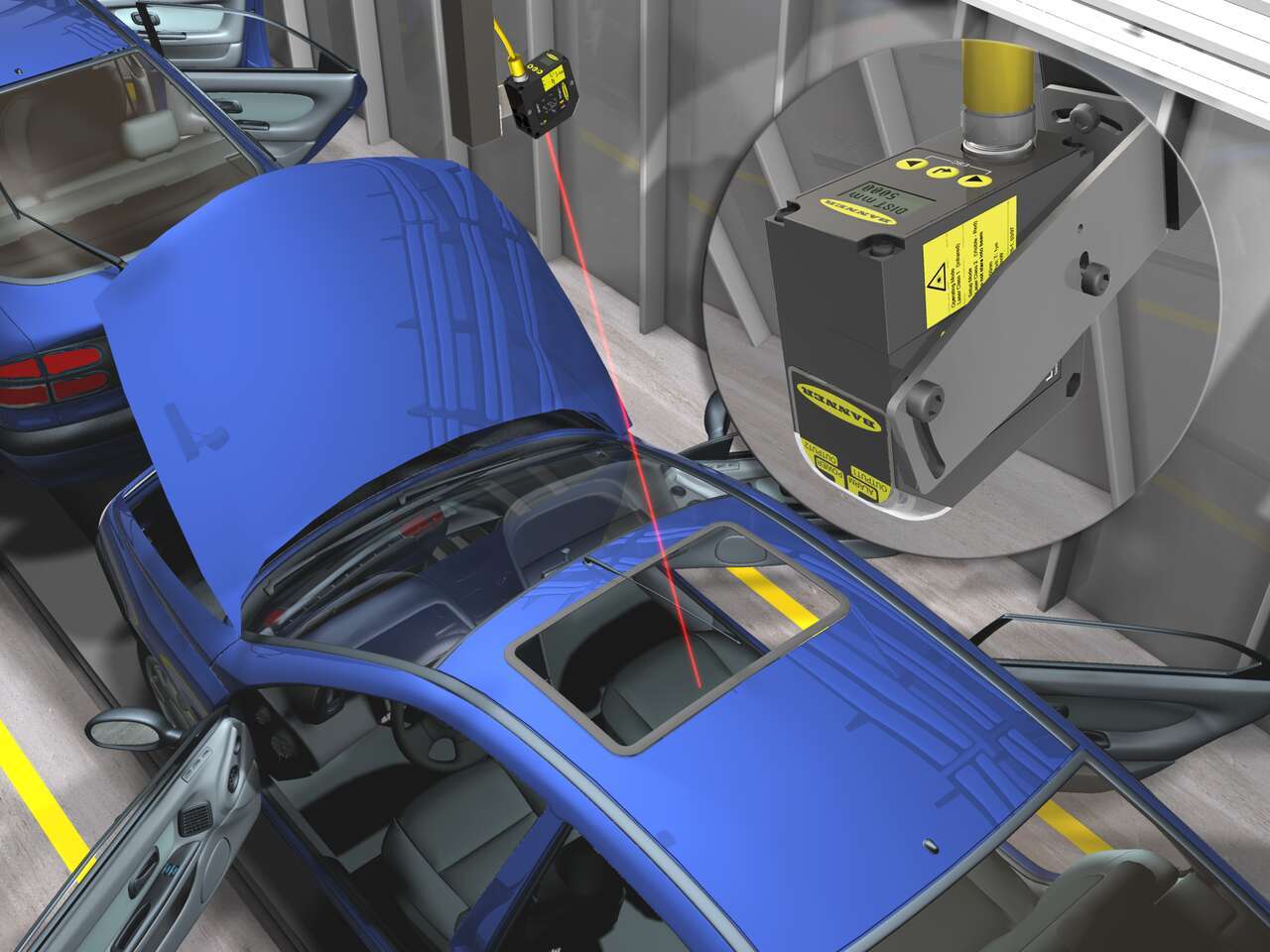
Posição do Veículo no Lava-Rápido em Ambiente Extremo
-

Alvos Transparentes e Reflexivos
