












.psd/jcr:content/renditions/cq5dam.thumbnail.319.319.png)




Food: Primary Packaging

Primary Food Packaging
Banner offers products and solutions designed specifically to perform reliably in harsh conditions and withstand the environmental challenges common to primary packaging areas in the food processing industry.
We offer a broad range of IP67, 68 and 69k and stainless steel food grade components, as well as optional chemical-resistant housings that withstand routine clean-in-place (CIP) procedures. Banner sensors, LED lights and indicators are easy to use and deploy, support production demands and facilitate product changeover, simplify and streamline processes, improve efficiency and enhance worker experience.
Primary Packing Food Applications
View Applications by Machine Type

Denester
Enhance food packaging with Banner's tray denesting solutions using Q4X and QS18 Expert™ Sensors for efficient clear container handling.

Hopper
Banner's hopper storage solutions for food packaging use level monitoring and laser sensors for consistent resupply and error reduction in various conditions.
Heat Sealer
Banner's heat sealing solutions for food packaging feature clear object detection and LED lighting to ensure efficient and waste-reducing sealing of food trays.

X-Ray & Checkweigher
Banner's X-Ray and Checkweigh solutions for food packaging feature sensors for quality control and LED tower lights, FDA compliant and suitable for washdowns.
Featured Applications

Reading Multiple 1D and 2D Barcodes
Barcode position can change with the location of each box on a conveyor and the height of the boxes can vary. An ABR 7000 barcode reader decodes multiple 1D and 2D barcodes over a large area in a single inspection, regardless of position or orientation.
Depalletizer Guarding with Muting
LS light curtains are intuitive, easy-to-use safety devices used for machine safeguarding. They are built to withstand challenges commonly found in manufacturing and packaging environments. LS-S models require no PC software, DIP switches, or other devices for quick, easy configuration. Highly visible alignment indicators and intuitive diagnostics simplify setup, facilitate troubleshooting, and minimize system downtime.
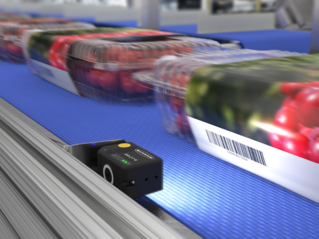
Tracking Products through Packaging
Barcodes used to track packaged produce through the supply chain contain important product information that must be verified at multiple points during packaging. An ABR 3000 barcode reader ensures that the barcode on each package is present and correct.

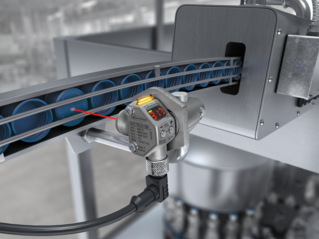
Cap Sorter Detection
Banner’s R55F fiber optic sensors have the capability to detect the presence of caps regardless of their color or size – a clear advantage in an industry that has a wide variety of bottle caps and frequent line changes. In this type of application, the fiber optic sensors are used to recognize long pauses between the caps which would then signal a jam to the operators of the machine. The fibers are compact and can be easily mounted in confined and typically inaccessible spaces.

Identifying Presence and Height of a Bottle Cap
The iVu Plus Gen 2 vision system, paired with a Q4X and LEDRB backlight, offer a solution that will provide dependable results.

Label Inspection in a Wet Environment
A sealed PresencePLUS Pro COLOR vision sensor is encased in an enclosure that protects it from damage in a wet environment. The Pro checks for label presence and placement.

Label Alignment Inspection
As each salad dressing bottle leaves the label station, an iVu Series vision sensor, configured to use the Match tool, inspects the label, comparing it to a preconfigured reference image to ensure that the label is present and has been correctly applied.
Dark Tray Detection on Checkweigh System
The EZ-BEAM Q25 retroreflective sensor is ideal for this application. It emits a high-powered beam that will reliably detect any dark object that passes over the scale. If clear objects are to be detected, a Q25 polarized retroreflective model is used. With its IP69K-rated housing, the Q25 is designed to withstand the harsh washdowns required in food applications. Setup is easy; the Q25 has no adjustments.

Rope Pull on Conveyors
Banner’s RP-LS42F rope pull switches run along the length of a conveyor so the operator can grab and pull it from anywhere to immediately stop the conveyor. Spans of rope range from 6 m to 100 m, providing the flexibility to safeguard long or short conveyors. The RP-LS42 switches are compact and have a variety of accessories available for easy installation and rope tension. They are also made with heavy-impact thermoplastic housing for use in demanding industrial settings.
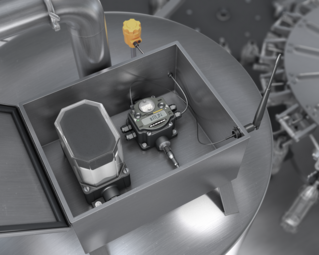
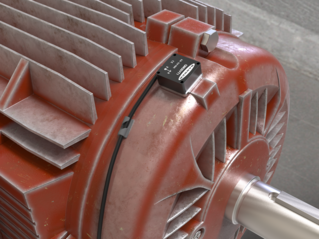
Slip Ring Replacement with Wireless Solutions
Slip rings are subject to constant movement which in turn leads to continuous maintenance in order to avoid degradation of the rotating electrical connection caused by normal wear and debris. Slip ring failure bring production to a halt, resulting in unexpected and costly downtime. The DX80 wireless radios provide a non-contact solution for transmitting the sensor signals from inside the filler bowl to the control panel. The wireless node located on the rotary filler can be battery powered thus providing power to the sensors for a wire-free installation. The DX80 wireless solution eliminates the need for slip rings, helping to decrease downtime and maintenance.

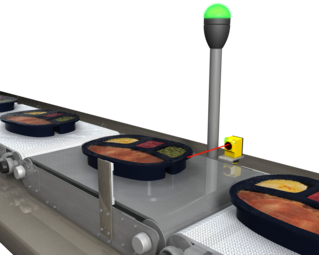
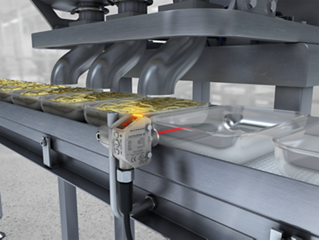
Conveyor-Triggered Checkweigh Station for Food Trays
Banner Engineering's QM26 washdown sensor detects dark plastic food trays as they approach a checkweigh machine that confirms the correct weight of the filled trays.

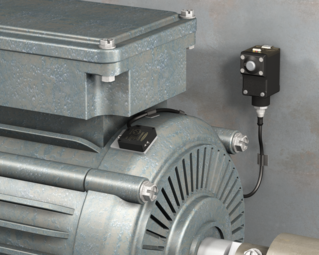
Monitor Production I/O for Better Equipment Effectiveness
Monitoring production inputs and outputs provides machine operators and managers with critical data about their processes and equipment and can help them identify and resolve problems on the production line more quickly.

Clear Container Detection in a Clean-in-Place Rotary Filler
Track bottles as they move through the rotary filter.

Hygienic Sensor Detects Variety of Bottle Types on a Rinser
Verification that a bottle is present before the rinser jets are powered on.

Depalletizer Guarding with Muting Pair
A company needed a way to safe-guard the area where pallets of empty bottles or cans enter into the depalletizer. Learn how Banner Engineering's XS26-2 Safety Controller with EZ-Screen safety light and LS-S safety light curtains helped maintain a continuous flow of pallets while protecting hazardous areas of a machine from workers.

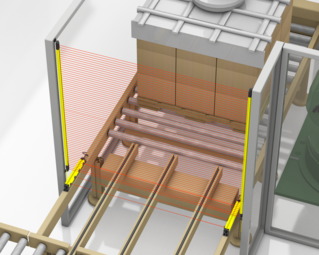
Safety Light Screens Guard Operators from Sweep Bar
The EZ-Screen LPs Type 4 Safety Light screens guard the operators of a depalletizer from the motion of the sweep bar. To guard individuals from the sweep bar, a 14mm resolution between beams prevents access and injury. If an individual or item breaks the beams of the EZ-Screen, the sweeping motion will stop to prevent harm. The low-profile design of the light curtains allows for easy installation along a machine and does not require a PC or additional equipment for setup.

Barcode Reading on Pallet
Banner’s TCNM linear barcode scanner is recommended for scanning and validating the barcodes. It is able to decode over a dozen commonly used linear barcode symbols helping maintain an efficient flow of bottles along the production line. Utilizing the TCNM linear sensor allows for an automated way to confirm the correct product in real time.
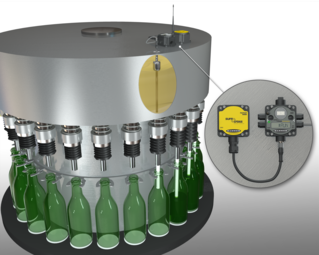
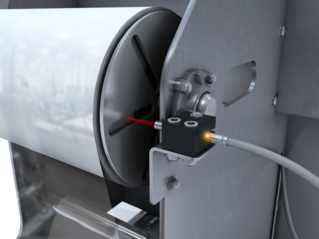
Level Monitoring On Rotary Filler System
Banner’s Sure Cross wireless system can easily transmit temperature, pressure and fill levels to a local PLCs. The wireless system will seamlessly alert operators if bottling is occurring below the desired fill level. This helps prevent errors and leads to greater consistency in bottled beverages. Consistent fill levels mean no recalls—and no wasted products. Using a wireless system also eliminates the need for slip rings on the rotary filler, which in turn reduces maintenance costs.

Black Plastic Tray Detection at a Hopper and Filling Station
Learn how the Q4X detects dark colored trays at hopper and filling station in the food industry.
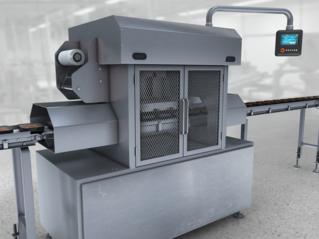
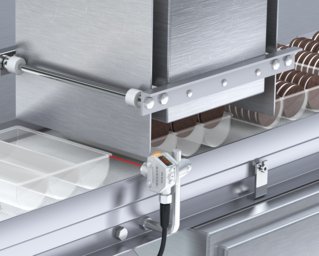
Monitoring Clear Film in a Tray Sealer
After food trays have been filled they need to be properly sealed and packaged with a layer of clear film. Installing a VSM series sensor in a heat sealer accurately monitors the level of film material remaining on a roll.
Detection of Cap Orientation
The Banner Q3X laser diffuse sensor is ideal for applications that require orientation detection with small contrast differences.

Non-Contact Fill Level Verification
Banner’s QS30H2O sensor is a specialized sensor developed to address challenges with sensing the presence of water and water-based liquids. The QS30H2O operates in a through beam sensing mode and the emitter uses a wavelength that is tuned to not pass through water. The high excess gain of the sensor makes it powerful enough to see through an assortment of plastic and glass containers. Two pairs of sensors can be utilized to determine that the fill level has met minimum but is not overfilled and wasting product. Apertures can be placed on the receiver end to minimize the beam pattern and increase accuracy of the application. This ensures products that do not meet fill level criteria are not processed or shipped.
Sanitary Detection of Clear Plastic Food Containers
Sanitary environment, IP69K ratings required
In-Line Accumulation on Single Filer
The Q5X laser sensor reliably detects when the staging area is clear of bottles and the system is ready for the next layer of containers, despite the transparency of the bottles and unstable signal.

Detecting PET Bottles to Regulate Product Flow
Identifying gaps and accumulations to regulate product flow
Clear Tray Detection at Hopper Food Storage Units
Learn how the Q4X detects clear plastic trays at hopper and filling station in the food industry.

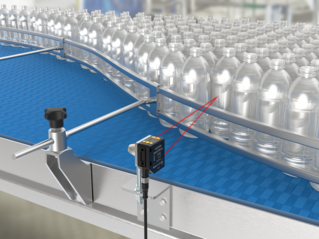
Detecting Transparent Bottles in a Washdown Environment
Detect accumulations to regulate line pressure
Detecting Bottles in Washdown: Glass & PET Plastic
Washdown environment, IP69K ratings required

Clear Glass Jar Detection for Food and Beverage Splash Zone
Detecting glass jars in a strict cleaning environment
Featured Products

M18-4 Series 18mm Washdown Metal Barrel-Mount Sensor
Heavy-duty barrel sensor protected by a 316 stainless steel housing that resists exposure to harsh chemicals and washdown conditions.

Q4X Series Rugged Laser Distance Sensor
Rugged Q4X laser distance sensor solves many challenging applications and comes in a rugged IP69K rating with FDA food grade stainless steel housing.

LE Series 1 m Range Laser Displacement Sensor
LE's measurement accuracy, ready to measure distances of 100 to 1000 mm, is suitable for controlling, sorting, and inspection tasks in quality control.

WLS28-2 Versatile, All-Purpose LED Strip Light
28 mm profile compact LED light for a variety of industrial applications. Available with motion sensors, various lenses & windows for max flexibility.

WLS27 Shatterproof LED Light for Harsh Environments
Fully encased in a shatterproof, chemically resistant housing. Rated IP69K for washdown. Multiple color options combine illumination and indication.

K50 Core Series 50 mm General Purpose LED Indicator
Our most popular indicator light. The 50 mm general-purpose indicator is available in both AC and DC supply voltage.

TL50 Core Series 50 mm LED Tower Light
LED tower light indicators are highly visible and simple to install with no assembly required. Display up to 7 colors. Available with IO-Link.
Success Stories

Accurately Measuring Bakery Ingredients
Baking is a mixture of creativity, precision and attention to detail. The Wilkinson Baking Company has added technical innovation to the mix. The Wilkinson Bread Bakery is a compact, completely self-contained and fully automated bread bakery. This unique machine combines technology with tradition to transform simple raw ingredients into bakery fresh bread at 40 loaves an hour.

Consistent Dough Height Measurement
The dough for one of the company’s many popular breakfast cereals must fall within specific height parameters to ensure that it will have the perfect flake. Dough that is too thick will emerge from baking stiff and heavy. Dough that is too thin will crumble easily. This impacts the quality, taste and texture of the final product as well as product weight and packaging. Any product that does not meet the rigorous quality standards of the company will not be shipped or sold on the consumer market.

Thermal Remediation Temperature Measurement
The EPA has placed restrictions on the use of many fumigants citing a correlation between their use and ozone depletion. As an alternative, a large-scale flour mill performs three to four thermal remediations per year to eradicate flour beetles. The temperature inside the mill is brought up to 122° F (50° C). This is done gradually to minimize equipment and building strain caused by heat expansion.